



100% Employee Owned, Founded 1954
Tape measures and rulers are often used as a quick visual reference in the quality control process. As an equipment standard, many quality technicians automatically rely on these tools to be accurate once initially calibrated. It’s easy to assume the markings on a steel rule would indefinitely keep their accuracy. However, many factors can play a role in causing the reference marks on these tools to fall out of tolerance over time, primarily from wear and tear.
If the method of reference utilizes painted markings, the edges of individual markings (or even full markings) can be worn down causing inaccuracy or difficulty in reading. If the method of reference used is an etched line or indentations in the material, damage to the material itself such as scratches or nicks can alter that etching or indentation, causing inaccuracy or difficulty in reading.
When working with measuring equipment like a steel ruler or a calibrated tape measure, accuracy is necessary. When equipment isn’t calibrated to accuracy standards, future problems arise. This can include improperly performing equipment, unexpected stoppage, or quality control issues. At Cross Precision Measurement, we want to provide you with the tape measure calibration, ruler calibration, and any other calibration services your operation might require. That way, you know all your machinery, instrumentation, and measurements are as accurate as you need.
What our quality technicians see most commonly, and what affects accuracy more often than either of the above, is wear and tear on the leading edge of the measurement surface. This alters the distance of every reference mark from the originating edge by default, rendering the entire scale out of tolerance.
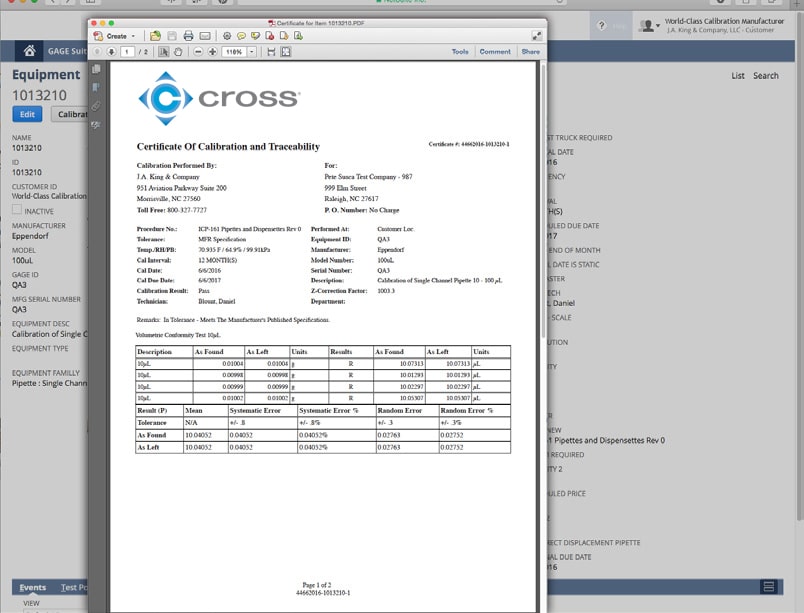
All Cross laboratories are ISO 17025 accredited to perform tape measure calibration up to 25 feet. Our tape measure and steel rule calibration procedures include measurements at multiple check points, typically based on the upper limit of instrument (or user specifications) using NIST traceable standards such as gage blocks, surface plates, and vision equipment.
For more information about tape measure calibration, fill out our form to contact a local Cross team member and get a quote on service or more information about other services we offer. We perform many onsite calibrations and perform many others in our network of calibration laboratories. If you have a calibration need, we have a solution.
The precision measurement group at Cross offers NIST traceable calibration for all types of mechanical and electrical measurement devices, from calipers to inclinometers. Our technicians utilize master standards such as surface plates, angle blocks, and sine bars, among others, to perform a comprehensive calibration including readings at a minimum of four test points.
In addition, our team can provide as found, as left readings on a certificate of calibration which your quality team can access 24/7 using GageSuite®, our online calibration certificate tracking system.
When it comes to calibration services for manufacturers and others within the industrial world, the two most important considerations are accuracy and consistency. At Cross Precision Measurement, we strive to provide the highest degree of accuracy in calibrations every single time. That way, you can trust that your instrumentation or equipment has been precisely calibrated time and time again.
GageSuite is an award-winning, cloud-based comprehensive reporting system for all your calibration and certification needs. Our best-in-class system allows you to manage and monitor your calibration certificates while also providing a complete asset management system.
GageSuite gives our customers complete access to equipment calibration histories as well as the calibration status of a piece of equipment in real-time.
Through this system, customers are able to miss less tool calibrations, which lowers expenditures, limits disruption, and increases accountability. This software also provides total asset management solutions combined with award-winning cloud-based tracking. Always know your calibration status with Cross. GageSuite offers; Equipment Lists, Calibration Certificates, Order Status, Location Tracking, And More.
Measuring and marking tools will eventually require calibration. When used regularly, the original accuracy can drift or change slightly. Over time, this can lead to less and less accurate measurements. And less accurate measurements mean potential product errors or other production mistakes. Those issues are what we want to avoid.
Working with Cross Precision Measurement is a commitment to consistent, reliable calibration services again and again. Not only are we able to provide expert calibration services on-site or in-laboratory, we also offer services to track your calibration status. That way, you’re never caught off guard when it comes time to recalibrate.
At Cross Precision Measurement, we want to be your steel ruler and tape measure calibration company. But that’s not all we want to be. Our expert technicians and full calibration labs allow us to perform an enormous range of precision measurement or metrological analyses. From calibration to inspection to testing, Cross is ready and willing to help maintain your equipment or instrumentation’s calibration integrity.
Cross Precision Measurement has worked with a wide range of businesses across dozens of industries providing reliable calibration, inspection, testing, and instrumentation to our clients.
Our primary goal is to always be providing the best value to our customers, their manufacturing processes, and their end users. And the best way we know how to do that is by providing our customers with all the tools they need to succeed.
Whether it’s in the form of embedded calibration services, product testing, or metrology equipment, Cross can provide the precision measurement services you need.
Check out our other services or contact a precision measurement expert at Cross to get started today.
"*" indicates required fields
Dan Blount from our quality team tells us what the thermal coefficient of expansion is and why it is so important to consider when calibrating precision instruments. Learn more about everything we offer and discuss your measurement needs with our team today.
Since 1939, the precision measurement professionals at J.A. King have been your trusted measurement partner; providing accuracy, reliability, and efficiency to let you focus on what you do best. That same team is now the Precision Measurement Group at Cross. Learn more.
"*" indicates required fields
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…