



100% Employee Owned, Founded 1954
At Cross Company, we aim to keep your machining and forming equipment running efficiently. Whether that’s CNCs or press brakes, we aim to provide a robotic tending solution that integrates into your existing workflow and within your existing architecture. By connecting robots directly to your machines, we can help your operation improve throughput, reduce reliance on scarce labor, and achieve consistent (and repeatable) results.
Our solutions aren’t limited to isolated machining tasks, though. As an experienced automation integrator, we design and integrate systems able to cover entire workflows. Our automated machine tending solutions use two way handshaking to communicate directly to CNC machines. This tells the machine when to run, receives a signal when it is done, operates the tool holder, and opens/closes the doors. With a quick ROI period and high integration potential, our CNC and brake press automation solutions can perform labor-intensive, monotonous tasks with ease.
Off-the-shelf options not compatible with your process? Need something more customized? Cross can help. Talk to our experts today about custom CNC and press brake tending solutions.
CNC tending automation helps manufacturers maximize spindle utilization by minimizing downtime between cycles. The solutions provided by Cross can
By combining tending with our metrology expertise, we enable real-time data collection that reduces scrap and builds traceability into your machining process.
Cross represents multiple providers and offers end of arm tooling for a variety of applications. Whether your operation is in need of robotic grippers for fragile goods, a customized solution for a unique payload, or anything between; the Cross automation team has you covered! Take a look at our end of arm tooling offering and see how you can accompany our palletizing solution with robots elsewhere in your process.
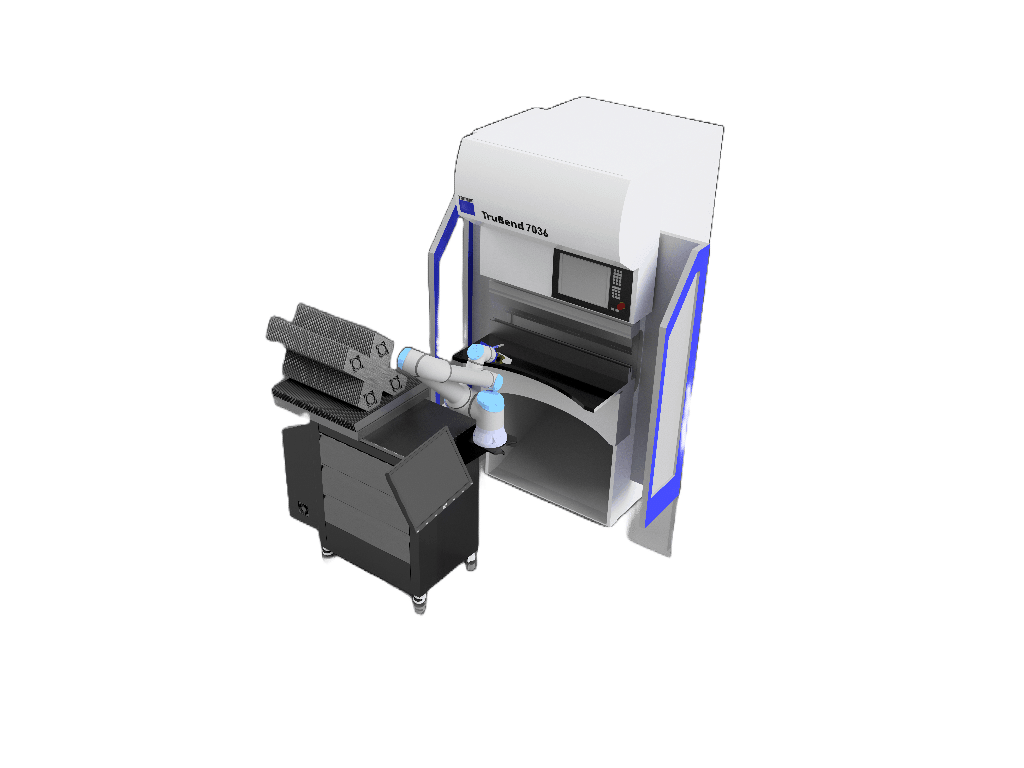
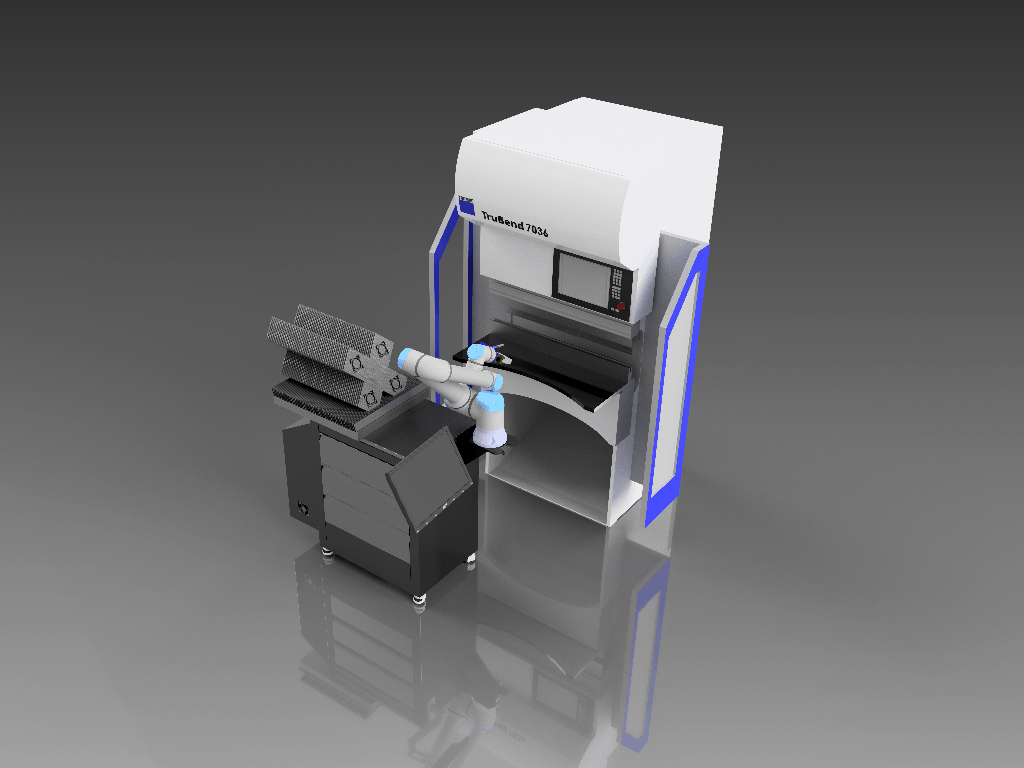
Press brakes require both precision and consistency. But are also a significant investment in operator time. With robotic press brake tending, Cross helps manufacturers by
Like with our CNC tending offering, these solutions are specifically engineered for flexibility. One system can adapt to multiple part programs or even be redeployed elsewhere in your facility as needs evolve.
Since the 1950s, Cross Company has worked alongside manufacturers to improve processes through automation, metrology, and data-driven insights. When you partner with Cross, you’re not just getting a robot to tend a machine. You’re getting a system engineered for your operation built on decades of automation and metrology experience. As an experienced automation integration company, we provide
Custom-engineered tending solutions when off-the-shelf kits won’t cut it
Our integration expertise spans across machining, fabrication, inspection, and secondary processes
Scalable systems that protect your investment and adapt as your operation grows
Get the technical data and insights you need, right when you need them. At Cross Company, our goal is always to provide our customers with high-quality information, relevant case studies, and technical data for their applications. Download a PDF of this resource to share with your team, build your case, or save for your next project.
Answer a few simple questions and find out! We’ll send a copy of your inputs to help build the case for automation, and determine ROI for automating parts of your operation.
Unlike single-purpose OEM loaders or generic automation kits, Cross systems are designed to grow with your operation. While we may begin by tending one CNC, that can be expanded to feed multiple machines or pivoted when demand shifts. Because we engineer our solutions around your equipment, your parts, and your throughput goals, you get automation that protects your investment instead of locking you into one application.
Whether you’re trying to maximize spindle uptime on a CNC, increase capacity on a press brake, or connect the two with inline inspection, Cross can deliver the automation solutions your operation needs. Our team designs and deploys integrated workflows that streamline processes, minimize downtime, and clear up bottlenecks.
Contact Cross today to schedule a walk-through or to talk to an experienced automation engineer.
"*" indicates required fields
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…