#3: What Colors Represent “Normal”?
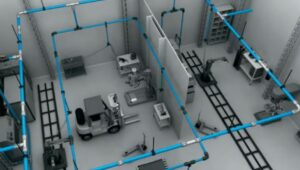
When deciding upon a color scheme for the graphics, it is beneficial to consider more than just “what looks good”. Certain colors have been designated as alarm states or unexpected states in a process—red and yellow. Therefore, it is good practice to reserve these colors for abnormal states, not to be used to represent normal states in the process.
The use of grayscale in graphic development puts this method into effect by creating graphics that are mostly devoid of color unless a device is activated or an alarm or deviation is present. This prioritizes the attention of an operator and allows for timely responses when needed.
#4: Animation Is For Movies
Don’t get carried away with dynamics and animations. The saying comes to mind “Just because you can, doesn’t mean you should.” Animations on graphics will catch an operator’s eye, so it is important to not allow this to become a distraction. Only essential information should be represented.
Ask yourself if the operators really need to see material flow through pipes, fan rotation, flames flickering, conveyors moving… or should they focus on verifying on/off states and monitoring alarm conditions?
#5: What Should You Display?
That brings up the fifth practice to keep in mind: how to best display information. Information should only be represented if it is important to the operator. This means limiting details shown on vessels and equipment. This also means thinking beyond just displaying analog values on a screen.
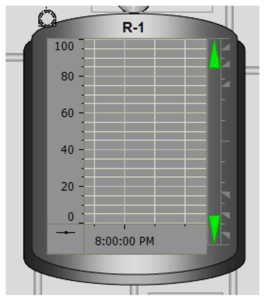
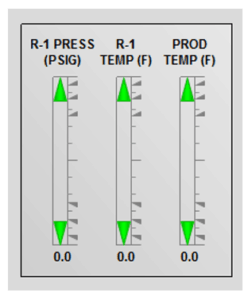
Display bars can be used to graphically provide information such as alarm limits and normal operating range, in addition to the current values. This allows operators to get a clear picture of the process by simply looking at the screen and identifying deviations. You can also embed trends inside vessels to allow for quick monitoring of historical data. Prioritizing the information that is displayed will help focus attention on where it is needed most.
The bottom line is that when designing the standards for your graphic development, one must remember the purpose of the HMI—to allow for the most timely and efficient monitoring of and response to the process. Keeping in mind these best practices during the design, upgrade, or migration of a set of HMI graphics can optimize the function of your HMI and, therefore, your process.