Paul Badowski | November 5th, 2018
Hydraulic oil can do an incredible amount of work very efficiently. It can also cause extreme damage to pumps, motors, hose, fittings – the weakest link – when there is no safety relief valve.
Every hydraulic system should have at least one, if not two relief valves. One main relief valve and one backup relief valve. The main relief will ensure the system does not work above a certain pressure. The backup relief valve will kick-in should the main relief fail and is usually set 200-300 psi higher than the main relief.
Common Relief Valve Failure Scenario
In a mobile system, the control valves have pressure relief built-in to either the end stations or each individual operating station. This lets the machine designer customize the operation to the function rather than having one pressure set for all functions. In this example, we’ll consider a track-driven excavator. There may be 10 valves together in a manifold, operating cylinders and motor functions. And the system pump may deliver up to 5000 psi, but the relief valve will limit it to 3500 psi.
The cylinders operate the boom arms and motors turn the turntable to get the bucket in the correct position. Motors also run the tracks which propel the device. If a seal in one of the cylinders tears up internally it can send debris into the hydraulic valve. This will clog the valve’s internal relief passage and cause the relief valve to not open.
When the system relief valve does not relieve, the pump will go to full pressure and a hose connection – only rated for 4000 psi – will burst. Hydraulic fluid will spray onto the concrete around the machine and may inflict serious injury to those working nearby.
The Cost of Damage and Downtime
It will take several hours to clean up the hydraulic mess around the machine and replace the blown connection. It will take even longer for humans to heal from any hydraulic failure injury. How long would it take in your machine’s environment before techs discover the cause?Will the relief valve or the cylinder seal be replaced? Is the replacement hose connection at risk to blow again? How much does this downtime cost? How much do the oil, hose, and parts cost?
Preventing Common Relief Valve Failure
A secondary safety relief valve would have safeguarded this system, preferably partnered with some type of pressure sensor or over-pressure warning device.
With a secondary relief valve, when the primary relief failed, the secondary relief would only allow the system to go slightly above the working pressure and not high enough to fail components. Instead of going to 5000 psi, the system might have only gone to 3700 or 3800 psi.
In this situation, the operator would more than likely notice a change in function efficiency from the equipment and notified management or maintenance of something being wrong. Further investigation by maintenance would solve the problems and the system would be fixed without any critical system failures, oil leakage, or injury.
To install a secondary relief in most systems, all that is required is to tee into the pressure line with the relief valve and add a line from the relief valve back to the reservoir. You should also add a gauge, but that’s optional. A few hoses and fittings can save hundreds or thousands of dollars.
Any time you are running over the relief valve, you are adding heat to the hydraulic system. The relief valve should be large enough to handle the flow of the system pump(s). The secondary relief valve can be smaller since it will only be used in an emergency, but it still needs the ability to divert the complete amount of the pump flow.
Selecting the Correct Relief Valve
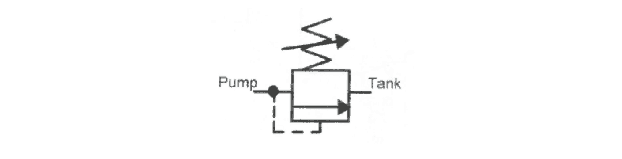
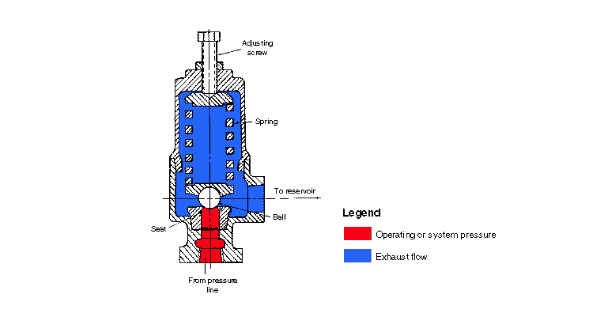
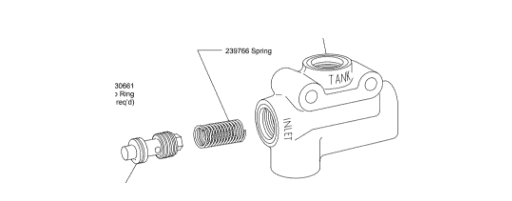
Relief valves come in many shapes and sizes. Many designs start with a ball covering a hole, called a spring relief valve. The ball is held in place by a spring and varying the amount of spring pressure will vary the amount of pressure which the ball will hold back.
Some valves are direct acting with the media pressure acting directly against the ball – poppet – or spool. There are pilot actuated relief valves which utilize a much smaller operating surface and a spring to open and close a flow path which operates the mechanism of a secondary flow path.
This secondary flow path can have a high flow or require precise operation. Direct acting valves may experience system shock and bounce as they are “directly” in the flow path and the ball may bounce up and down off the seat as the pressure changes during the cycle. The pilot operated valve acts as a buffer against the bounce.
Relief valves can come with multiple settings, selectable by either solenoid valves – on/off or proportional solenoid valves, or unlimited settings driven by PLC input.
Cross Company has a staff of engineers and field sales who can help you accomplish a safe, clean, system design. From the initial concept design to sending a vehicle in for a full install, we can help with the project. Give us a call when you are ready.





