Manufacturing automation experts partnering with you to develop innovative solutions backed by world-class customer service.
Offering a range of automation solutions for the industrial world.
Automating Manual Processes
Whether you are dealing with staffing shortages or simply want to utilize your human labor for higher value tasks elsewhere in your facility, automation is a great solution. Our specialties include packaging and material handling, machine tending, testing and quality, and automated measurement.
As a machine builder you are constantly working to improve your product. Our team of experts can help you with the automation components and sub assemblies. We offer a wide range of automation components including actuators, servo and stepper motors, gantries, pneumatic valves, end of arm tools, HMIs, and more.
Maximize your investment with our service and support services. Our team of experts can help with Custom Automation Solutions and Sub Assemblies, Cable Management, Repair and Refurbishment, Training, and more. See how our expertise can add value to your operation.
Manufacturing automation experts partnering with you to develop innovative solutions backed by world-class customer service.
Resources from Our Automation Experts
Our automation experts make us more than just a distributor of automation solutions. At Cross, our automation team works on a range of projects and have accumulated a wealth of knowledge from real world experience, knowledge to help our customers succeed. Take a look at the latest articles, technical guides, and case studies from our automation team.
Stop patching and start planning. Learn how a phased 6-step roadmap for legacy control system modernization reduces risk, spreads costs, and avoids downtime....
Which integrator you partner with is arguably the most defining choice of your automation journey. It dictates the timeline, deliverables, quality, and ultimately, the success, or failure, of your project....
Case packing is a critical step in the end-of-line production process, focusing on the placement of products into a case for shipping or storage. This is part of a larger,...
There's no denying that we're in times of uncertainty. Not knowing if supplier prices will be the same tomorrow as today has prompted many industrial operations to tighten the purse-strings...
The reasons for automating manual processes are well known at this point. For tasks that are the 4D’s – dull, dirty, dangerous or difficult to fill – a robot or...
With force & compliance control you are able to set a path and program the robot to be compliant to a particular force in a determined axis. See why that...
Cross Company is a member of A3, North America’s largest automation trade association. A3 represents more than 1,300 organizations involved in robotics, artificial intelligence, machine vision & imaging, motion control & motors and related automation technologies. Learn more about A3.
Integrating Solutions from Industry Leading Brands
Our team works with an industry leading number of suppliers when developing solutions for our customers, so we can integrate the right components every time. Our expertise, paired with access to a wider range of materials, means we can build the best solution for your process.
Answer a few simple questions and find out! We’ll send a copy of your inputs to help build the case for automation, and determine ROI for automating parts of your operation.
It’s a pleasure to work with the people at Cross Automation where the service and response is excellent. They worked to develop a cost-effective and customized solution to increase automation...
The customer service we receive from Cross is the best in the industry, and we will continue to use Cross as the preferred vendor for every order for which you...
Larry Sedley went above and beyond to support DuPont in the startup and troubleshooting of the new Cross piddler controller installed on our Spin Machine 4 piddler earlier this week....
This guide from our partners at Parker Hannifin, breaks down the essential characteristics of servo technology and provides a roadmap for navigating their extensive motor lineup.
This Enidine case study shows how a designer of high-speed material handling equipment for mail sorting used an innovative safety solution for a new overhead crane-like system.
In fluid control systems, precision and reliability are essential. Gradient valves, also referred to as mixing valves or multi-stream vavles, are specialized devices designed to efficiently combine or divert multiple fluid streams.
This case study highlights the critical role that precision pressure control plays in ensuring the reliability and accuracy of high-stakes applications like DNA mapping.
Flow Waterjet, a leader in industrial shape cutting, sought to enhance their machines to meet rising demands for precision and flexibility. Partnering with OMRON Automation, they integrated advanced motion control and safety systems, resulting in machines with unprecedented precision and efficiency.
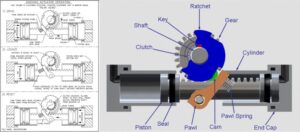
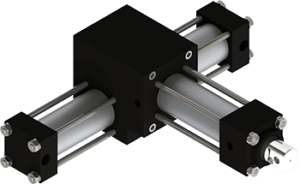
Rotomation’s indexing actuators are designed to provide precise and repeatable rotary motion, essential for various automation tasks. This article from Rotomation explains how they work.
In fluid control systems, precision and reliability are essential. Gradient valves, also referred to as mixing valves or multi-stream vavles, are specialized devices designed to efficiently combine or divert multiple fluid streams.
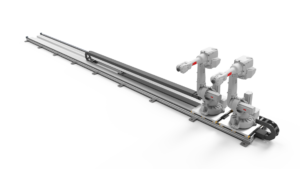
Cross partner Rotomation recently worked with a packaging machinery OEM to create a custom rotating gripper for their machine to fill bottles of toilet bowl cleaning fluid.
Hang Tight! We're
Searching...
Searching...
Searching...
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…
Did you know… Cross Company is an ESOP (Employee Stock Ownership Plan). Our ESOP started in 1979 and as of 2006, we are 100% employee-owned! Learn more about our ESOP and how that benefits both team members and our customers.
Did you know... the precision measurement group at Cross was founded in 1939 by our current CEO's grandfather, Jim King. That's a whole lot of calibration!
Did you know... A fingerprint weighs about 50 micrograms. We know, we weighed it! The residue left from a finger can actually make a difference in weight results which is why we wear gloves when we calibrate weights. For reference, a sheet of paper is about 4.5 grams, that’s 4.5 million micrograms.
Did you know… Cross Company has grown significantly since our start in 1954. Over the years we've acquired 26 companies! Today, our five groups have expertise in everything from industrial automation to precision measurement, and industry knowledge going all the way back to 1939.