Machine Vision
Industrial Machine Vision Automation Equipment
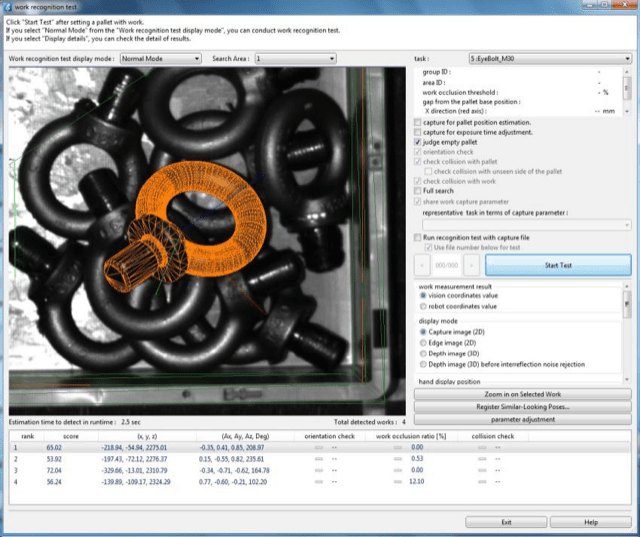
As processes become more automated, there is a need for machines and robots to see. Machine vision for industrial automation consists of a camera, hardware, and software that allow a machine to “see” the product or material it is handling. It does this by processing the images it captures using complex algorithms to do a number of things such as detect flaws, measure objects, verify the presence of a feature, locate an object, or differentiate between multiple products. The idea is the same for robotic vision, as the camera allows the robot to locate and then pick up an object.
While vision is used in a number of industries, it is most commonly used in automotive, pharmaceutical, food & beverage, and packaging. Some of the typical applications include:
- Part location
- Part presence
- Inspection
- Feature recognition
- Bin picking
Get the Automation Products You Need
Difficulties sourcing the products you need? Need to replace a legacy component but not sure where to start? Looking to restock a critical component? Cross can help.

Featured Brands
Machine Vision Products from Cross Automation
If you haven’t used machine vision before, the tendency is to think “Oh, I just need a camera and I’m all set.” Unfortunately, a camera is just the beginning. Without the correct lenses and lighting, as well as the software turning the data into actions, a camera is just an expensive piece of useless hardware. In most vision applications, the custom software actually ends up being the most complex and expensive part.
The experts in Cross’s automation group provide completely 2D or 3D custom solutions tailored to exactly what you want to accomplish. This can include automation for robotics, pneumatic or electromechanical motion, any lenses, lighting and lighting control needed, and custom programming. We can also train your operators to set up the system and troubleshoot if it’s not working correctly.
If you simply need components, we can supply those too but our expertise lies in understanding your problem, then specifying the right hardware and creating the custom software to accomplish your goal.
Benefits of Machine Vision for Your Operation
Machine vision has a number of benefits for automated industrial processes. Primarily, it is able to improve both quality control and production processes by a significant degree. Some of the key advantage of industrial machine vision include
Increased Speed and Accuracy
Industrial machine vision systems are able to perform inspections at high speeds and with incredible accuracy. They’re able to analyze process images in real-time, detect minor defects, measure dimensions, and validate product integrity. This greatly improves efficiency overall for industrial manufacturing processes.
Greater Quality Control
Through integrating machine vision into production, manufacturers can ensure consistent quality control throughout their production processes. Defects such as shape inconsistencies, cracks, color, or texture may not be perceptible to the human eye. But through machine vision, they’re able to be picked up and cataloged
Flexibility and Adaptability
Machine vision systems can easily be reconfigured and adapted to accommodate different production processes, components, or inspection standards. This allows for a greater deal of versatility in production processes utilizing this technology. Which in turn allows manufacturers to respond quickly to any changes.
Creating Tangible Value Through Machine Vision Systems
Because the uses of smart cameras for vision applications are wide ranging, it can add value to your application in a number of different ways.
It can help to improve quality through inspection to ensure that your product meets predetermined quality standards.
It improves efficiency by helping you speed up your process and increase throughput, as the cameras can process images and act much faster than a human inspecting for orientation, quality, etc.
Machine vision helps manufacturers to reduce risk associated with human error while adding traceability. This is particularly true for pharmaceutical manufacturers who must ensure the correct product is packaged and sent to their customers.
Improve quality
Increase efficiency
Greater throughput
Speed increases
Is Automation Right for Your Process?
Answer a few simple questions and find out! We’ll send a copy of your inputs to help build the case for automation, and determine ROI for automating parts of your operation.
Why Cross Automated Industrial Machine Vision?
As the manufacturing world becomes increasingly competitive, automation is no longer a luxury. It can even mean the difference between your operation and a close competitor’s. Robotics, motion control devices, and other automation equipment have become integral parts of many manufacturing processes. When integrated properly, industrial automation can increase throughput, productivity, and worker safety.
Whether you need to implement automation systems for the first time or you’re looking to upgrade an existing system, Cross can work with you to develop custom solutions. We have the industry partnerships, technical industrial expertise, and world-class customer service necessary to provide you with the precision motion control products and accessories your operation needs.
Contact a member of Cross Automation today to start the process and get the automation products, components, or accessories you’re looking for. And see for yourself why so many operations choose Cross as their single-source solution for industrial automation solutions such as machine vision.

Related Vision, Barcode, and RFID Solutions
At Cross, we offer much more than machine vision components. We offer a full range of safety solutions for your automated process. Take a look at our other safety products for automation.