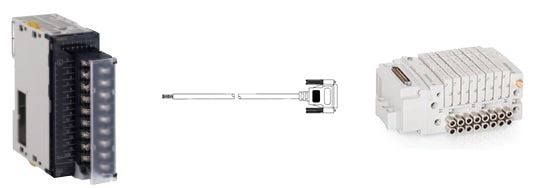
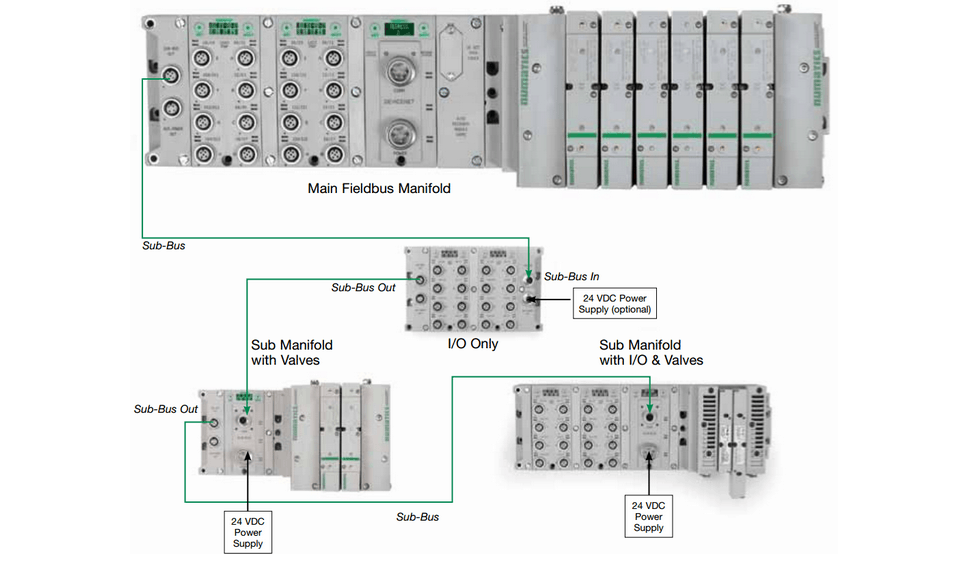
Additional cost savings can be found by using the same fieldbus node controlling the valve manifold to control the inputs and outputs (i.e. sensors, switches, etc.) on a machine. This solution is especially true for OEMs and Custom Machine Builders currently using I/O on a network ‘bus coupler’ or any sort of remote I/O. Numatics G3 Platform allows I/O modules to be stacked to the left of the fieldbus Node, as shown below in Figure 3. These I/O modules come in a variety of configurations (digital I/O, analog I/O, RTD) and have the flexibility to be distributed optimally around the machine. More on that later.
 Figure 3: Numatics G3 Fieldbus Network Manifold with I/O Capabilities
Figure 3: Numatics G3 Fieldbus Network Manifold with I/O Capabilities
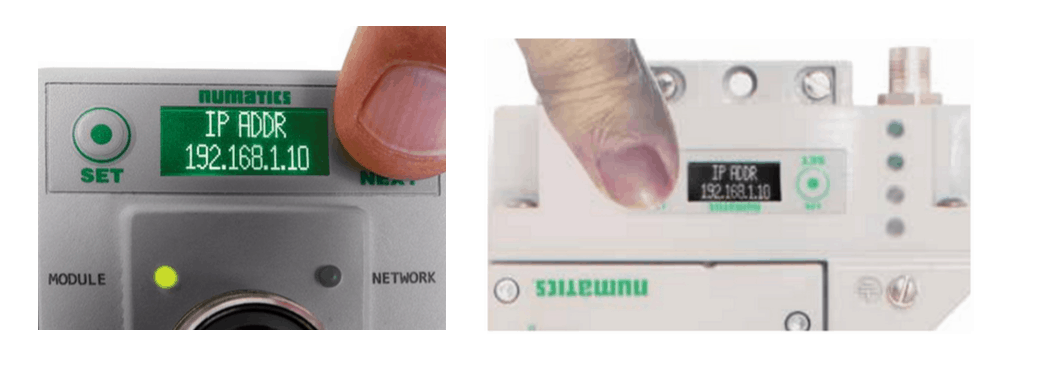
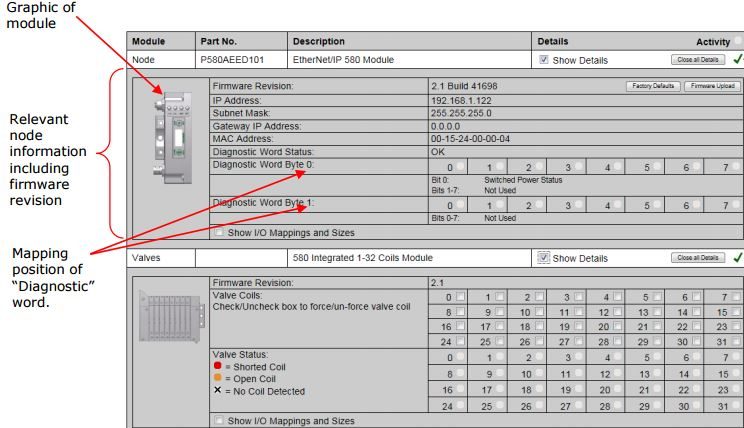
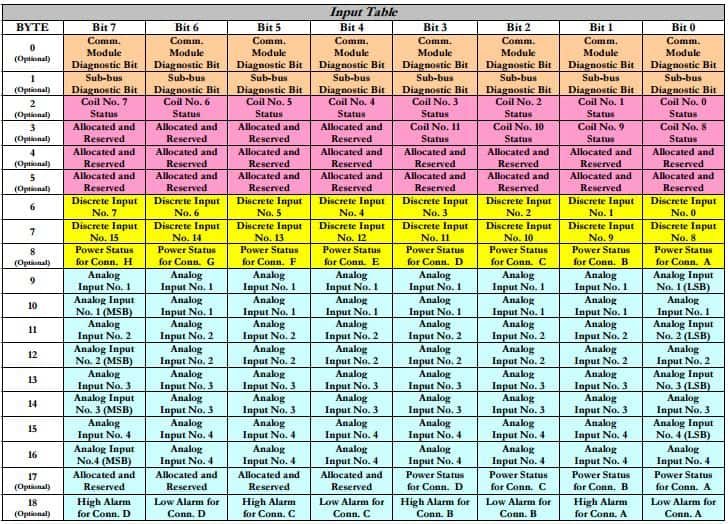
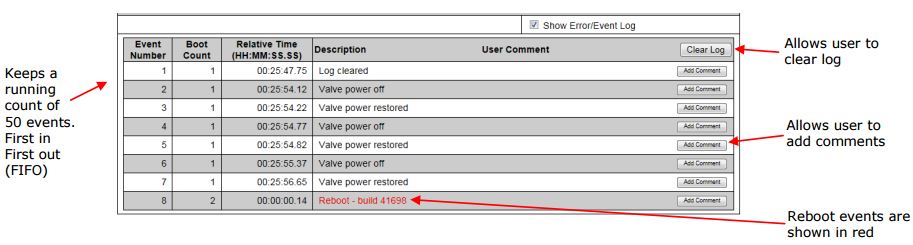
Using a fieldbus valve manifold also unlocks a world of diagnostics not possible with traditional valve connectors. Fieldbus manifolds, like the 580 and G3 platforms from Numatics have the capability to display faults on the integrated LCD display, through the web server, and in the form of ‘status’ input bits to the PLC that can be programmed to pop up on the HMI. This is also true for the I/O modules that can be used in conjunction with the Numatics G3 fieldbus node. The faults include information related to shorted coils, open coils, and valve power failures. The LCD Screen diagnostics are illustrated below in Figure 7.The web server interface and a status input mapping table example are also illustrated in Figure 8 and 9 respectively.
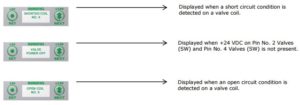 Figure 7 Error Messages
Figure 7 Error Messages