
SCADA Software
SCADA Software
Web SCADA
100% Employee Owned, Founded 1954
SCADA (Supervisory Control and Data Acquisition) is a powerful tool in process plants that allows for centralized control of processes/systems while also providing data acquisition, visualization, and monitoring. Using SCADA, operators can access data in real-time from many sources, enabling better decision-making and higher overall productivity.
At Cross Company Process Solutions, we work directly with you as a partner for SCADA solutions. We’ll ensure you have access to top-tier products, industry expertise, and comprehensive support, making the implementation of SCADA systems seamless and successful for any industrial operation.
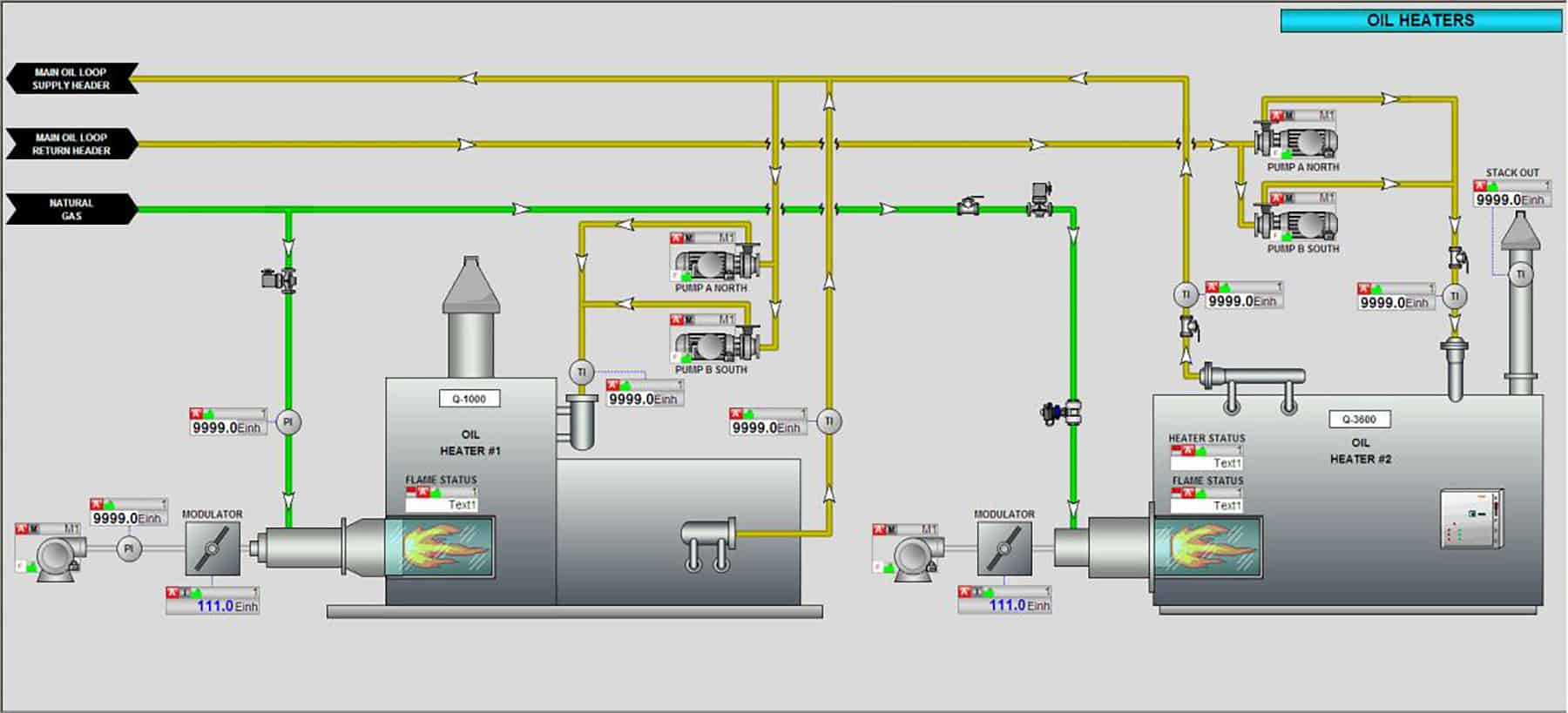
At Cross Company, we know that HMI graphics need to be functional above all else. While many control system integrators focus on 3D animations and aesthetic offerings, we know the most important thing is the operator. Our engineers typically build graphics that mirror your P&ID (Piping & Instrument Diagram) layouts. This strategic approach ensures that operators can immediately locate devices on the screen because the digital environment matches the physical reality they manage every day.
Our approach involves using reusable block icons and standardized faceplates to keep displays visually simple and intuitive. We use color and motion judiciously to draw the operator’s eye only to critical alarms or deviations, reducing alarm fatigue and improving plant safety. By utilizing reusable icons for valves, pumps, and sensors, we can rapidly customize a display that is visually mapped to your specific process. Our systems are designed for the harsh realities of the plant floor, ensuring crisp, clear displays that remain reliable under heavy use.
When you partner with Cross Company’s Process Solutions group for SCADA services, we provide more than just expert integration. We understand that for a SCADA system to work optimally in your operation, you need more than just code. That’s why it’s so important to partner with an expert with a proven track record. Who can bring decades of application knowledge to every project. A partner like Cross.
Replacing legacy SCADA systems is a high-risk operation. At Cross, we specialize in control system legacy migrations, ensuring your historical data is preserved and your new system communicates perfectly with existing PLCs and RTUs (with minimal downtime)
Our partnership doesn’t end with the system going live. We provide comprehensive commissioning services to verify every loop, alarm, and data point. That way, if issues arise, our engineers and experts can quickly troubleshoot to get production back on track
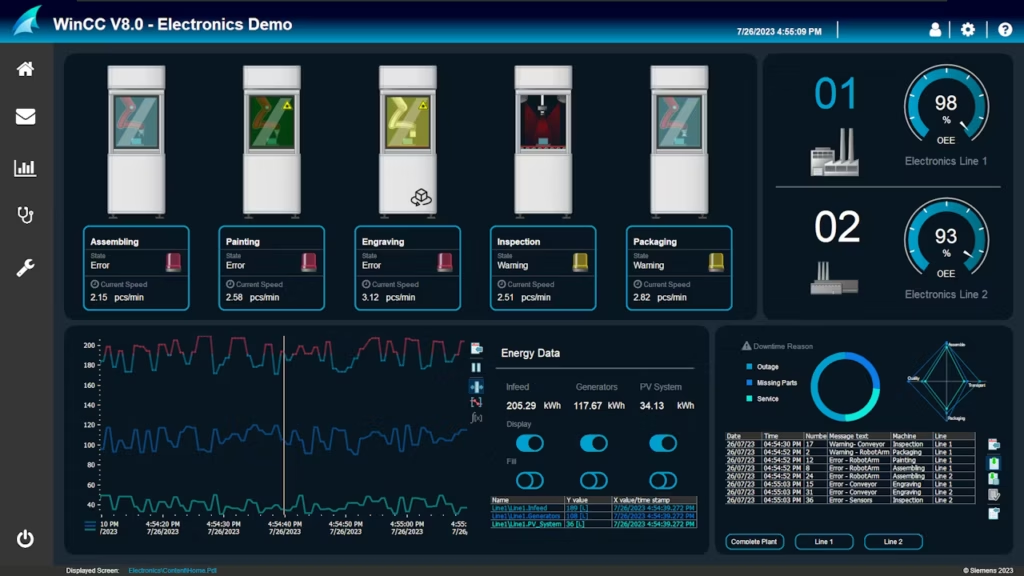
Because we take the time to understand your entire process (from flow meters to control systems), we can streamline entire operations, provide advanced predicitive analytics, and ensure operators have real-time visibility throughout your whole process
The effectiveness of our HMI/SCADA design has been proven over 23 years of integration. We have used most of the available HMI and SCADA packages including:
Contact a Cross expert and start a conversation to discuss your process and determine the best solution for your operation.
At Cross, we offer much more than just SCADA for process applications. We can also provide a range of software solutions our process manufacturing partners need to succeed. Check out our other process solutions software and see for yourself.
"*" indicates required fields
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…