What is thermal expansion and why is it important?
Study: Coefficients of Thermal Expansion
Thermal Expansion in dimensional calibration is a significant factor to the values we report on traceable certificates. Thermal expansion is dependent on the composition of the material we measure and the standards we use for comparison. In addition, the time allowed for the device under test to soak and the variation in temperature during the calibration process play critical roles in the evaluation of the actual size of an object. Other factors include the differences in thermal expansion of dissimilar materials such as Chromium Carbide vs Steel or Glass vs Ceramic. Each type of material (i.e. Steel, Ceramic, Chrome, etc.) all have unique CTEs published in various sources, but the actual CTE of these materials is never truly known. In a recent study, we have evaluated two sources of thermal expansion to help evaluate the effect of temperature change on dimensional objects.
Variation in Lab Temperature
While we have strict controls on our temperature within the Dimension Lab (68 +/- 1.8 Deg F) a study was conducted on some Class XX Cylindrical Gages where we purposely measured them in the control lab and then again in a loosely controlled environment. The results are summarized below.
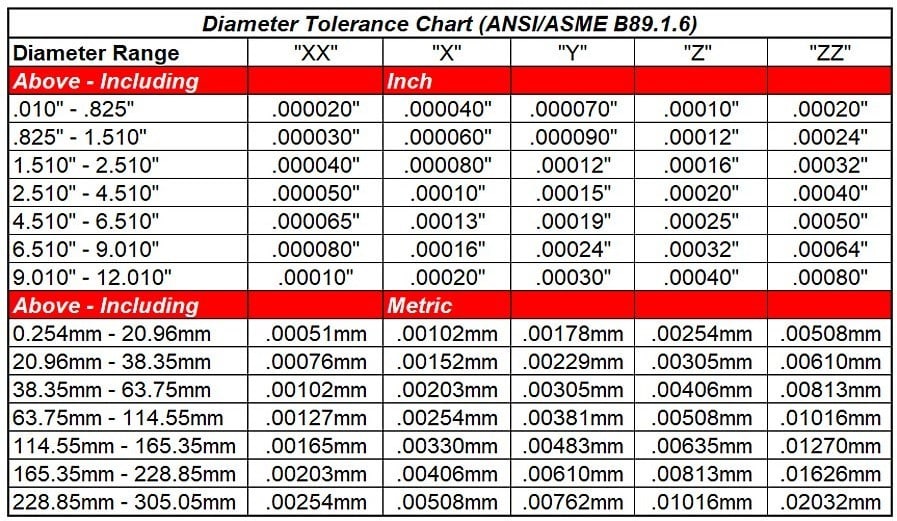
A 0.8765 XX cylindrical plug was first measured in the 68 Deg F lab after 24 hours of soak time using a high accuracy Super-mic. It was then measured again, after 24 hours of soak time in a lesser controlled lab. The results show that the plugs size increased by as much as 15 micro-inches (0.000015 inches). This seems relatively small or insignificant but the tolerances for a XX Cylindrical Gage of this size is +/- 0.000015 in for Master Grade and 0.000030 in for standard XX.
Insufficient Soak Time
In a second study we wanted to know how soak time plays a role in an object’s size. Our study captures two different artifacts being measured in a controlled environment as soon as they are brought into the laboratory. To prepare for this study, we allowed them to soak in a warmer environment for 24 hours.
Based on the results, you can see that the 0.75 and 1 Inch objects actually shrunk in size after being allowed to soak in the 68 Deg F Lab. The 0.75 Inch plug shrunk by about 37 microinches (0.000037 inches) while the 1 Inch plug shrunk by about 57 microinches (0.000057 inches).
The results fall in line with a second error associated with thermal expansion. We use the Term Master/Part Differential to describe or define the difference between the temperature of the master and the temperature of the object being measured. When we measure two objects of like material at two different temperatures, we see that actual change (Delta) in size due to their temperature. This type of error is minimized by allowing both the master and part to soak for 24 hours within a tightly controlled environment. If allowed to soak, we can assume that both are within 0.1 Deg F of each other regardless of actual temperature and the relative uncertainty becomes very small.
Corrections for Differences in Material Type
As mentioned above, the molecular composition of the object being tested is never truly known, but we use software built into our systems that allow for us to correct for these differences. Both Pratt & Whitney Labmaster and Mahr Federal PLMs have accounted for this when running through the gage setup in our controlled labs. When measuring objects in the field, access to these tables and software are likely impractical. Manual methods must be used to account for the CTE of each type of material and determine the potential errors associated with differences in temperature changes. Additionally, when two objects of different material composition are placed in the same environment, they must be allowed to soak to equilibrium. This may be difficult based on the location of service. Take a look at this chart from The Engineering Toolbox for typical CTEs based on material type.
Summary
High accuracy dimensional objects must be measured in a controlled environment and be allowed to soak to ensure proper size. The laboratory’s ability to control temperature plays an important role on the quality of the measurements recorded and the ability of a lab to measure higher accuracy gages. The study’s results agree with the core principles of thermal expansion for steel artifacts.
Historically, dimensional labs and our reference labs calibrate master gauges at or near 68 Degrees F. While calibrating lower class gauges in the field may seem cost effective relative to errors associated with CTE, the risk of false pass and rejection becomes much larger when calibrating higher accuracy class artifacts.