Hint: It's a lot more than just tracking energy usage and consumption
There are an endless variety of articles regarding how to improve energy usage in building and manufacturing facilities. But what does it really take to decrease energy consumption?
Many suppliers offer meters and software for tracking energy usage. These software products allow for the creation of very nice energy dashboards and support the use of mobile devices such as tablets and smartphones that allows key personnel to monitor energy usage.
However, the real key to energy smart buildings is to be able to determine when the energy consuming equipment in a building not operating at maximum efficiency. This is called Fault Detection & Diagnostics. It is a technique that uses the existing information available about the equipment, in real-time from the equipment, to detect when an operational issue exists that is causing an increase in energy consumption. With this information, the facility maintenance team can schedule corrective action to bring the equipment back into normal energy usage parameters. This sounds almost too logical and seems to make perfect sense, but it does take the right software tools and a vision within the facility to take action on the issues that are identified.
An energy management system will not reduce energy consumption by itself. It is the effective implementation of corrective actions for issues identified in a good Fault Detection & Diagnostic system that creates the opportunity for energy savings. In many larger facilities or campus applications, this also requires the application of effective change management. This is due to the natural tendency for operators to go back to the manner in which they have traditionally operated equipment, almost regardless of a what a smart system tells them. There are numerous stories of retro-commissioning projects that have been undertaken to improve equipment performance, only to have the operators slowly shift settings back to the previous set-up over time and losing all of the benefits of the retrocommissioning investment.
What are some typical issues identified by a Fault Detection & Diagnostic system?
There are a wide variety of potential issues that can create abnormal energy consumption without there being a known mechanical problem. Consider that many fan motors and pump motors will be equipped with a Hand-Off-Automatic selector switch. In Automatic the motor will run in response to another control system. In Hand, the motor will operate continuously – 24/7/365. This equates to about 20-25Kilowatt hours per day (based on a motor efficiency around 70-80%), or > $500 per year in operating cost at $0.08 cost per kilowatt-hour for a 1HP motor! It is very easy for a motor to be switched to the Hand operating position and be forgotten about.
A good Fault Detection & Diagnostic (FDD) system will look at the real-time operating status of all the motors in a facility and determine if they are operating as designed, or in an unnatural state such as continuously running. An FDD system will have a rule applied to detect the improper setting, such as: After shift end (6PM), if MOTOR operates for greater than 15 minutes continuously, then identify this as a fault. This continuous running fault is logged and available for display in a fault summary table for the facility maintenance depart to take corrective action.
Another common issue that can effect electrical motors is over-cycling, which means they start and stop too many times within a specified period of time such as per day. This could be caused by faulty setpoints, improperly operating sensors, or improper control settings such as the hysteresis around the setpoint. This type of performance can negatively impact equipment in several ways: shortened equipment life due to the excessive cycling, increased energy consumption especially higher demand when starting, and lack of steady state operation that can decrease overall energy efficiency. An FDD system can detect this type of fault easily by continuously monitoring the number of equipment starts in a 24 hour period.

Typical Hand-OFF-Automatic Selector Switch
In addition, another issue that can impact fans and pumps is inefficient performance as compared to design specifications. All fans and pumps have a performance curve and chart that will indicate expected performance (air output or pump flow rate, for example). A good FDD System can have the specific information for each fan and pump loaded into a database and then the FDD system can evaluate actual performance against expected performance. A fault in this area could indicate a wide variety of issues such as clogged or partially blocked filters, excessive impeller wear on pumps, improper valve and damper settings, etc.
The Fault Diagnostic system will also offer some additional benefits in addition to detecting operational faults:
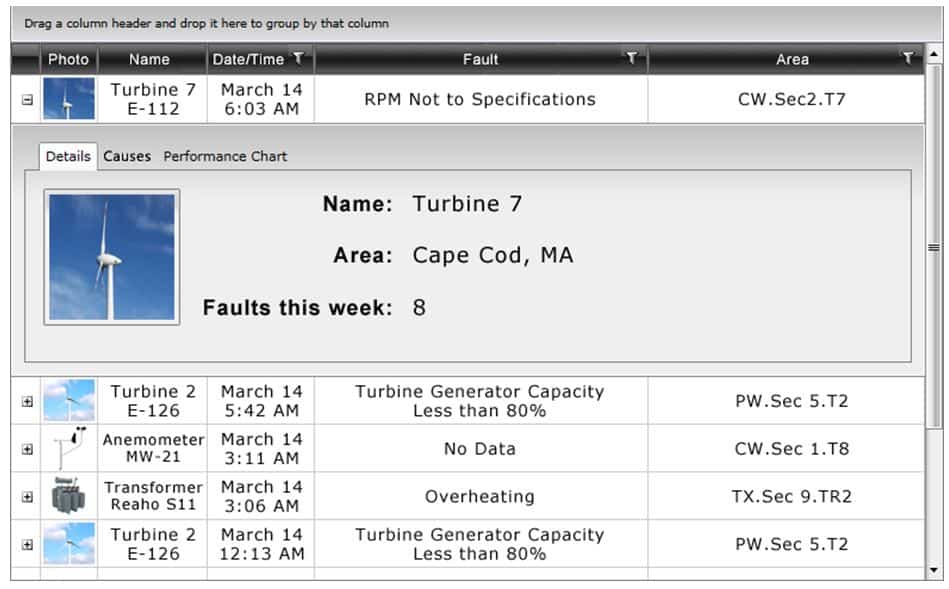
1. Faults will be logged and summarized in a table for each piece of equipment – see screen capture below of a fault detection system for wind turbine
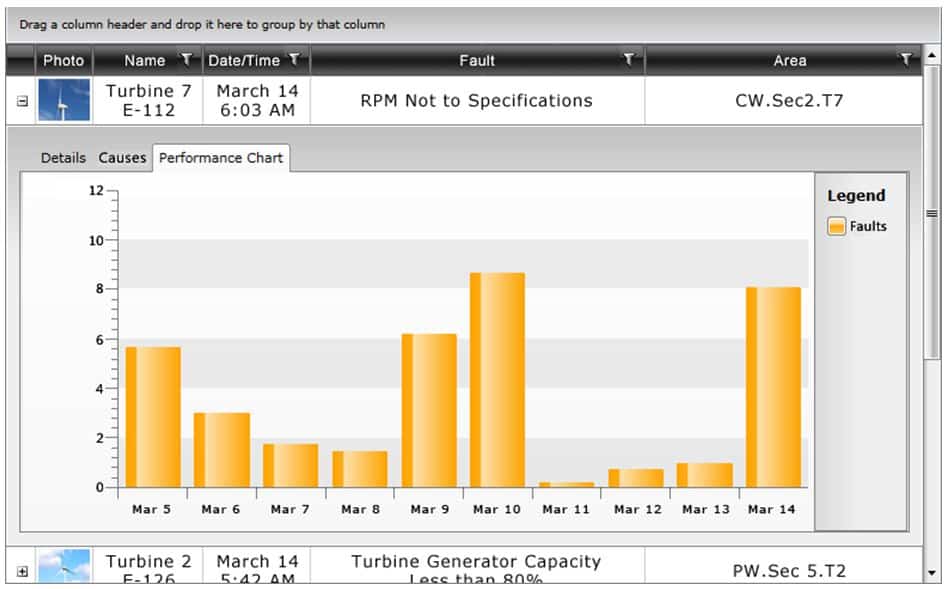
2. Faults will be logged into a database and available for historical analysis. For example, a chart summary of the # of faults per day can be viewed for each piece of equipment (as seen in the screen capture below)
3. A cost for not correcting the fault can be calculated for each fault. This can be used to prioritize work order schedules to correct the most costly fault first and also provides the technician with an expected reason for the fault leading to more efficient corrective actions. With less time spent on diagnosis and more time on corrective actions, the maintenance team is also more productive.
5. A good FDD system does not require the change out of any existing hardware or systems – it is designed to support almost any type of communications protocol and interface with any hardware platform.
FDD is proven technology and is being widely applied in Building Automation Systems. There are documented examples where a building energy consumption has been reduced by ~15% primarily as a result of the operational intelligence provided by the FDD system. These FDD systems have been implemented without changing anything related to existing control systems. The FDD system takes advantage of the data points that already exist within the existing control system.
In summary, reducing equipment energy consumption is fairly straightforward:
- Decision that being Energy Smart is in the best interest of the facility.
- Audit of energy consuming equipment in the facility – how many and what types of equipment
- Review of equipment list with FDD software supplier
- Project planning – how to deploy (locally or cloud) a solution; supplier provided configuration services or internally provided services
Development of performance dashboards and publishing of dashboards for access on desktop and laptop computers using a web browser, smart phone or tablet. Dashboards and equipment information can also be viewed using wearable technology.
If reducing equipment energy consumption is of interest, contact the experts at Cross Automation for additional information including FDD software product briefs and application stories with typical results using FDD software.