The U.S. standard ISA-88.01 for Batch Control Systems, and the IEC equivalent 61512-01, are the most widely adopted process control system configuration standards for manufacturing in the U.S. and Europe. These standards include a common set of terminology, definitions, data structures, as well as a definition of the physical, process, and procedural models of a batch manufacturing system. The standard provides flexible guidelines that outline the base concepts to be used in a system design.
The basis of these standards embraces the methodology known as “Modular Functions,” which supports multi-use instances to minimize and simplify the coding. These standard guidelines are general in nature and were developed specifically for batch industries, such as specialty chemicals, pharmaceuticals, food and beverage, and consumer product industries. Applying these standards properly can allow for highly flexible manufacturing that is easily configured, maintained, and modified. Due to the success of the widely accepted standards, the concept has been successfully applied to continuous processes, as well as discrete manufacturing.
The standard defines a hierarchy of structures that standardize the interaction between the layers, thus simplifying the overall system. In addition, the guideline provides isolation of the product recipe, known as the procedural model, from the physical model, which includes the actual equipment. This isolation provides a simplistic recipe development that allows for non-control systems engineers to easily understand and make processing changes without understanding the detailed equipment functions.
Why ISA-88 is Important
Typical batch processes, that do not use good standards, require control system engineers to manipulate the controller code to change or tweak processing activities. The ISA-88 standard does not provide a system design, but it does provide a guideline that allows for a flexible design by outlining the functional layers and minimizing the number of interactions. Take a look at our article: 6 Steps to Designing a Flexible Control System with ISA-88.
It is important to note that the standard provides guidelines, but that it does not provide the detail to allow for a flexible and robust design in and of itself. A project can encompass the ISA-88 structure and philosophy and still be very inflexible from an operational standpoint due to poor design practices. A robustly designed system using the ISA-88 standards should not require manipulation of the base equipment code, unless introducing new equipment, but allow for manipulation of the processing activities to be implemented at the recipe level.
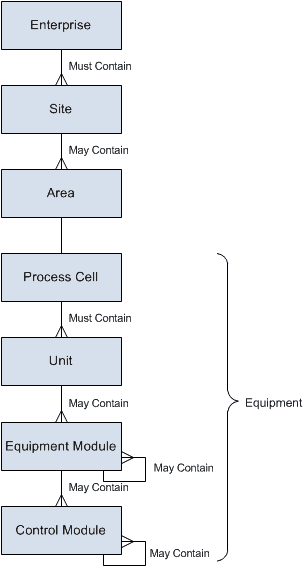
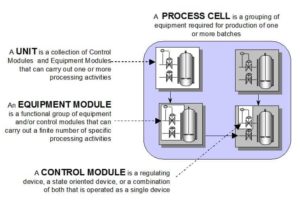
The structure of the ISA-88 defines both the process model, as well as the physical structure, known as the equipment model. The equipment representation in the physical model starts with the “Process Cell”, also known as the “PCell”. A PCell is a collection of the equipment required for the production of one or more batches. Typically, the entire process is designed under one (1) process cell. A PCell encompasses all of the associated units that are used to complete a batch or product.
PCells are usually defined at operational boundaries within a facility, or where a batch loses its identity due to mixing with other materials or use in further production areas. A unit is defined as a collection of process equipment, control equipment, and the associated logic that carries out major processing activities. Examples include reaction, crystallization, or mixing of materials.
In effort to make each piece of code modular, the equipment located underneath a unit cannot be manipulated or controlled by equipment outside of its own unit. Any equipment that is considered common or manipulated by multiple units should be defined as a separate equipment phase to handle multiple commands from different areas using some type of arbitration.
When defining a batch unit, the primary rule to consider is that a unit can only operate a single batch at a time. The batch may exist in multiple units, but a unit can hold only one batch at any given time.
An example of a single batch occupying multiple units is during a material transfer. This type of multi-unit coordination is handled by the equipment phases. These equipment phases are organized by unit procedures that are considered as structured elements within the recipe. Figure 2 depicts the physical ISA-88 structure.
The basic functionality of a unit is defined through the “Equipment Phases”. The phases define the commands at the recipe or procedural level that are used to manipulate the equipment at the unit level. These equipment phases define product independent actions that can be performed, which include:
- Material additions
- Material transfers
- Heating or cooling the vessel
- Pressurizing the vessel
- and mixing of the material
The equipment phase can be implemented using automated logic or performed manually by operating personnel. The automated phase implements a series of control steps and actions to produce the desired process result. The hierarchical structure continues further by defining a control module, which is the simplest form of element in the defined model. An example of Control Modules (CM) are motors, valves, PID loops, etc. CM’s encompass a collection of sensors, actuators, and basic control logic that acts as a regulating, state-oriented, or any combination used to operate a single device.
How Cross Can Help
Cross Company Process Solutions is an authorized Solutions Partner, recognized Systems Integrator, Manufacturer’s Representative, and value-added Distributor for process manufacturers in a wide range of industries. With our focus on systems integration, process instrumentation, valves and valve repair, and many other full solutions, we can ensure your facility is running the way you need it to. Check out our products, services, and solutions to see how we can add value to your process.
As members of the Control System Integrators Association (CSIA) as well as certified solutions partners for ABB, Honeywell, Rockwell, Siemens, and VTScada, Cross Company has the the experience and expertise to optimize your process. Contact our Process Solutions Group today to learn more or to get started.