Sutherland Products is a boutique manufacturer of commercial and household cleaning products located in Mayodan, North Carolina. The company is best known for its Charlie’s Soap brand of laundry detergents and cleaning products, which combine effective cleaning and low environmental impact. From its origins in the Piedmont Triad area, the company has grown to distribute Charlie’s Soap all over the USA and recently, in international markets. All of the Charlie’s Soap products are manufactured in Mayodan using natural or biodegradable ingredients. However, environmentally friendly doesn’t always mean good for someone to breathe during production.
James Sutherland, Co-owner of Sutherland Products, would combine and mix the three ingredients for their laundry powder by hand, using a 16 cubic foot mixer on top of a floor scale. He would also fill super sacs of finished product by hand but was not able to reach the optimum capacity of the sacs due to material handling issues. Sutherland realized that in order to improve safety and efficiency, he would have to contain the production process and automate it. He turned to Cross Company’s engineering department for a custom solution which controlled potentially harmful fumes and improved plant throughput.
With mechanical, electrical and software engineers on staff, the department can develop a concept and take it all the way through to finished product quickly and seamlessly. Cross worked with Sutherland, who built much of the material handling equipment himself, to replace 32 manual systems with a single automated one. Sutherland and the Cross team had to create a simple yet accurate system to ensure the correct amount of each ingredient was fed to the mixer with the right timing. Another challenge for the new system was the ingredients being stored in three different locations around the complex, with the product mixer on the second floor.
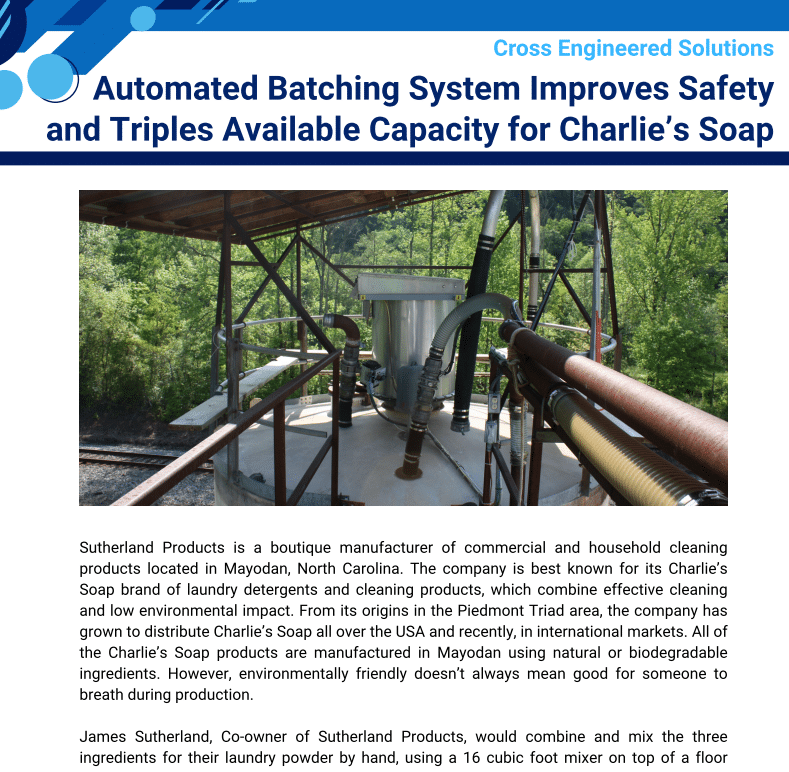
First, soda ash is blown through a three inch feed line to weigh hoppers on the roof and then measured into the mixer. The second ingredient, metso powder, is held in a large container on load cells. It operates by measuring the loss in weight, so powder is sucked into the mixer until the weight drops by the amount called for in the recipe.
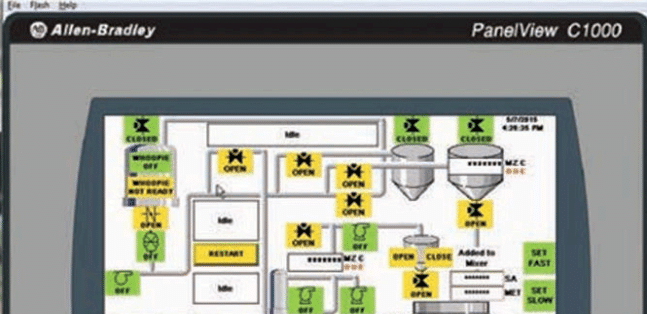
The dry powders then mix for a pre-determined time to obtain homogeneity before the final ingredient, “goop,” a viscous liquid is added and the entire batch is mixed again. The finished product is automatically blown into storage tanks, which are eventually emptied by the system into super sacs. The entire system is controlled with an Allen Bradley PLC and display near the mixer which is built into a floor-mounted cabinet that also functions as a desk for the operator. “I’m really happy with the whole package,” said Sutherland. “It’s low maintenance, some of which is down to the innovation. Cross has really helped us understand what the data
means, to understand what could be going wrong in the process.”
Sutherland describes the development process for the batching system as a collaboration and admits there were many changes post-installation. “There was lots of patience on their software engineer’s part with me. He was really cool with having to change things and not getting annoyed with me. Eventually, it became like clockwork, like he was my right hand. I would ask him to do something and he would knock it out. He’s obviously got a good team behind him because I really pushed him!”
The new system has achieved the initial health and safety improvements Sutherland was looking for. “The main benefit has been from a health and environmental point of view. There’s no exposure to potentially harmful ingredients, so it’s a huge improvement in safety.”

The new system has achieved the initial health and safety improvements Sutherland was looking for. “The main benefit has been from a health and environmental point of view. There’s no exposure to potentially harmful ingredients, so it’s a huge improvement in safety.” It has also more than tripled the available capacity of the plant, from 5,000 lb of laundry powder per day to 16,000.
Sutherland said that Cross’ ongoing support of the system was particularly important. “This was key for me. Building the system and installing it was great, but if it doesn’t work the way I want it to, the whole project doesn’t matter. We worked through the bugs and they help me fix the entire system.”
Kevin Hatch, Director of Engineering for Cross, said, “The Charlie’s Soap project was definitely a learning experience, especially from the material handling side. But we’ve created a solid system for them that has really helped them achieve the growth they were looking for.”