Why Use NIR?
Moisture content can affect the quality and cost of your final product, therefore moisture consistency can reinforce your customers loyalty to your brand. Your competition is just waiting in the wings if either quality or cost comes into question.
How Does NIR Work?
While there are several approaches to measuring moisture content in industrial processes, we will describe the use of the Near Infrared (NIR) technology for moisture measurement and how the NIR-measurement process can provide the reliable and repeatable data needed to discover the magic number of moisture content in an industrial process. To describe this process, we will refer to the initial MRP operating procedure.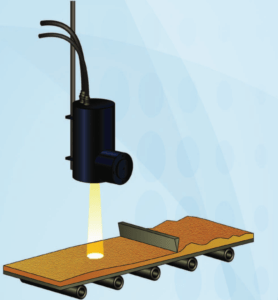
When additional heat or chemicals are introduced into the process environment, the process material can be negatively affected. To avoid altering the process characteristics, Finna Group’s SMART III NIR Online Moisture Measurement System utilizes a fixed-position halogen source lamp that is aimed at the material being evaluated. The lamp generates a full spectrum white light frequency.
Some of the energy in this light is at a frequency that causes water molecules to vibrate or resonate. The water molecules in the product will absorb a percentage of the source energy and reduce the strength of the light which is reflected. The NIR’s internal fixed-position lenses then pass the reflected light through a 1.94 micron bandpass filter onto a lead-sulfide detector cell. The meter can calculate the amount of moisture in the product by comparing the amount of reflected energy stored in the cell to the amount generated by the source light. The accuracy of the measurement is improved by the use of special filters that compensate for variations in ambient light, color, product distance to sensor, dirty optics, aging source lamp, and other factors.
Since MRP held early patents, their instrumentation tends to be more reliable and repeatable than competing NIR manufacturers for several reasons:
- Competitors must considerably alter the reflected energy source path.
- Internal mirrors, lenses, and filters are needed to compensate for the source energy change.
- Multiple variances due to additional components and algorithm calculations create greater complexity in competitive instruments, and therefore opportunity, for drift of the process moisture measurement.
- MRP’s temperature cooled detector cell prevents electronic drift and provides stable readout over a wide range of temperatures.
Data, Data, Data!
Knowing that you have reliable data reinforces the decisions made based on that data. Some of the data capabilities of Finna Group’s SMART III NIR Online Moisture Measurement System are listed below:
- Panel Touch Screen PC Displays Moisture Content in large, easily read numbers.
- Automatic Reflectance Gain Control.
- Current Output (4 mA to 20 mA), scaled; isolated.
- Isolated Opto-Coupler Transistor which signals Loss of Product.
- Scaling and Linearization via Serial Data Port.
- Software Window for Product Calibration.
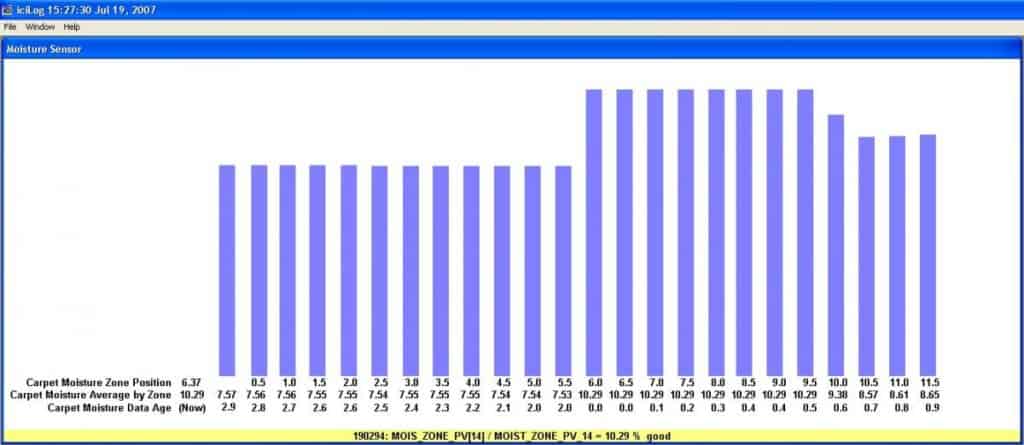
- Software Window displays Chart of machine direction moisture profile.
The collected data can be sent to a long-term historian for further reporting and analysis by your engineering teams. The examples shown below depict a moisture profile and trend based on data from the NIR system. Creating this accurate data in your process can help you pinpoint the moisture content ranges associated with quality. If you use the data to establish a moisture scale of too-much, too-little, and just right, you’ll be able to make decisions about your process that will ensure that moisture stays in the acceptable ranges.
Savings
One particular area that realizes production savings is in the energy used for drying the products. This is achieved by associating the acceptable moisture range with ideal dryer temperature to establish the length of time the dryers operate. As a result, the diminished quality and additional cost of over-drying is eliminated. The result of this consistency will likely be less scrap at the factory and less returns in the marketplace—both factors that affect the final price for customers and possibly, your competitive edge.
Additional Information
If your customer retention can be affected by consistent quality and cost savings, then Finna Group’s SMART III NIR Online Moisture Measurement System may be one piece of that process-optimization puzzle for you. If you would like more information about this system or would like to set up a demonstration, please contact us.