Custom machinery is everywhere in manufacturing because generic solutions may not work or be efficient enough. But if something happens to your custom machine, your repair or redesign options may be limited.
For example, a large Tier 1 Automotive customer had several custom-built assembly and testing lines designed and built in South America. This Tier 1 Automotive customer manufactured automotive transfer cases for a well-known Automobile manufacturer. Cross Automation was called to come in and take a look at an area where they had been having some issues: the torque testing/torque verification stations.
What went wrong?
Specifically, the hydraulically expanding mandrels were slipping in the internal collet in the transfer cases and they could not complete the required torque testing in an automated manner as they intended. These testing issues caused major problems with production as 100% of these units had to be tested and passed before they could be sent to their end customer.
The assembly/testing lines had been delivered, had passed the factory acceptance testing, and they were released to production. Initially, they didn’t see too many problems, but within a few months, they began seeing a steady increase in work stoppage in the testing areas of all of these lines. As problems escalated, they contacted the South American automation company several times, but had not received a satisfactory, permanent solution for their issues.
Upon review of the torque testing station design, several issues were found that were causing the failures. The engineering group was able to provide drawings of this specific area of the torque testing spindle and we were able to review it with some of the Application Specialists at SCHUNK. We were able to determine that one of the major issues was a misalignment.The pallet style lift station had some variation in the final positioning of the transfer cases that were presented to the torque testing spindle.
Another major issue was the maximum expansion capability of the hydraulically expanding mandrel that was to be inserted into the Input collet of the Transfer case. The minimum/maximum diameter of the hydraulically expanding mandrel would have been okay if the alignment of the transfer cases was perfect each and every time, but as we all know this rarely – if ever – the case.
A New Custom Solution
Cross Automation collaborated with the Schunk Application Engineering team to determine what could be done to successfully retrofit the existing machine frame for the torque testing station’s new enhancements. They determined that they would need to use a compensation device to allow for any alignment issues when the transfer case pallet style lift station was presenting the transfer case for torque testing.
They also determined that a Schunk AGE Robotic X-Y Compliance device would allow for +/- 5 mm floating movement in both X and Y axis. They also determined that a Schunk PZN+100/2 – 3 Finger Concentric Gripper with Stroke 2 (shorter stroke with higher grip force) would be an ideal fit for the engagement portion of this torque testing station. They also knew that they would need a method for transferring the torque generated by the spindle, to supply the pneumatic power to the PZN+ 100/2 gripper, and to feed through sensor signals without having exposed tubing or cables as the whole assembly would be rotating during the torque testing. To accomplish this, Cross and Schunk decided that a Schunk DDF 31-S Rotary Distributor would be the properly sized device to accomplish this task.
Once Cross and Schunk identified the proper components for this application, they had to look at the stack height of the existing machine design and determine whether the required components (with the required adapter plates) would fit in the existing machine frame design. By using the Schunk AGE 100 X-Y Compensation device, they were able to save some Z height by having both X-Y compensation in a single unit vs the individual linear bearing rails that were used in a perpendicular stacked method in the original design.
The team calculated the stack height of the required components and the thickness of the required adapter plates to assemble these necessary components together and found that they could make the assembly fit in the existing space in the torque testing stations. They designed the tapered fingers for the PZN+100/2 Gripper so that the fingers would easily insert into the input collet on the transfer cases. The gripper fingers case were also hardened to provide a long-lasting surface for these critical components.
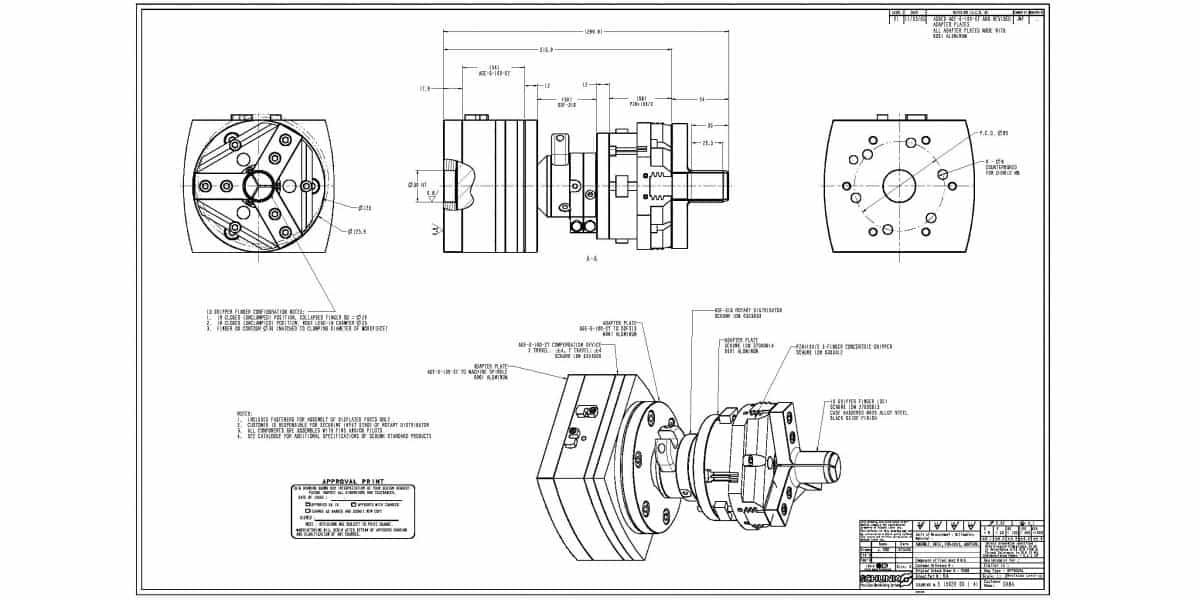
An assembly drawing was generated for the proposed retrofit (above) and, once completed, the solution was presented to the engineering group at the customer location. The engineering group liked the concept and, after some in-depth discussions and checking of critical dimensions, they signed off on the approval drawing.
Customer Review
Once the assembly was completed, it was shipped to the customer location and installed on one of the torque testing stations. When the initial testing was done with the assembly and after some minor adjustments, the assembly functioned flawlessly! The engineering and maintenance groups were delighted with the seamless performance of the assembly and they initiated a 30-day test period. Once the 30-day test results were compiled, there were no stoppages due to malfunctions with this assembly. The customer decided that this was the best option for solving the issues that had plagued these test stations in the past. The customer then issued a purchase order for three more assemblies which were completed in a short time frame. These assemblies were installed on the other three lines and also produce the great results seen on the initial retrofit.
In the vast majority of custom machine projects that these components and assemblies function very well, but what happens when they don’t? In many cases, the machine user is out of luck and options. This situation is a great example of how Cross Company was able to work with Schunk, one of our valued partners to produce a great retrofit to a specific area in a custom machine to eliminate issues that plagued the end customer.
If you have custom machinery that has failed, contact the experts at Cross Automation to see what your options are.