Parker Hannifin is a Fortune 250 global leader in motion and control technologies. For 100 years the company has engineered the success of its customers in a wide range of diversified industrial and aerospace markets. Parker’s engineering expertise and broad range of core technologies uniquely positions the company to help solve the world’s greatest engineering challenges.
With a background specializing in hose and fittings, automation, and mobile hydraulic and control systems, Cross Company is an ideal distributor for Parker products throughout our territory in the Southeast United States. Our hose and fittings group operates multiple Parker Hose Stores throughout North Carolina, our automation group utilizes Parker Automation products within our automation offering, and our mobile hydraulics group incorporates high quality Parker products into large scale projects for OEMs.
For more information about Parker Hannifin products and solutions, contact a Cross team member to discuss your project or application. Our experts in their respective fields can help you determine the best option for your operation, with the quality of a Parker Hannifin solution.
At Cross, our team works with a number of providers such as Parker to offer an industry-leading variety of products and solutions. This ensures you have the options you need working with one vendor, Cross. Keep your project simplified, yet find the best solutions from the best providers. Take a look at the featured products we have available and contact a Cross team member to learn about the full availability of products with Cross.
With an extensive background in a variety of industries, Cross has relationships with a number of leading brands, including exclusive distributorships in some areas. We are proud to offer Parker in the following areas:
The MiniKrimp also serves as an essential tool for technicians providing service for mobile equipment such as cranes, forklifts, and earthmoving machinery. Its compact size and power make it convenient for on-site hose assembly and repair.
The KarryKrimp 2 is designed for portability, versatility, and ease of use, making it a necessary tool for operations requiring quick and reliable hose crimping in the field.
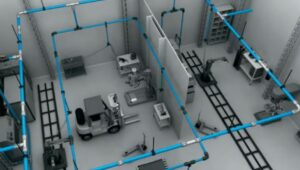
Parker’s Transair system is an industry leader when it comes to efficient, reliable, and clean piping for compressed air and industrial transfer applications.
Parker’s Transair system is an industry leader when it comes to efficient, reliable, and clean piping for compressed air and industrial transfer applications.
Hang Tight! We're
Searching...
Searching...
Searching...
We’re looking through thousands of pages to find the most relevant information.
In the meantime, enjoy these fun facts…
Did you know… Cross Company is an ESOP (Employee Stock Ownership Plan). Our ESOP started in 1979 and as of 2006, we are 100% employee-owned! Learn more about our ESOP and how that benefits both team members and our customers.
Did you know... the precision measurement group at Cross was founded in 1939 by our current CEO's grandfather, Jim King. That's a whole lot of calibration!
Did you know... A fingerprint weighs about 50 micrograms. We know, we weighed it! The residue left from a finger can actually make a difference in weight results which is why we wear gloves when we calibrate weights. For reference, a sheet of paper is about 4.5 grams, that’s 4.5 million micrograms.
Did you know… Cross Company has grown significantly since our start in 1954. Over the years we've acquired 26 companies! Today, our five groups have expertise in everything from industrial automation to precision measurement, and industry knowledge going all the way back to 1939.