When designing pneumatic circuits, there are usually various ways to achieve your desired end goals. Some designs can be complex with many parts to consider, while other designs can be relatively simple; both can give you similar end results. In this application, we explore some options for designing a dual pressure or “two pressure select” pneumatic circuit. This type of circuit is typically used on an actuator when you need to quickly switch from a higher pressure to a lower pressure (or vice-versa) while moving in the same direction.
The Application
One of our customers recently needed a dual pressure pneumatic circuit solution for a machine design. They rebuild and service other OEM’s automatic Bliss box and tray forming machines, and typically make improvements to problem areas when they do a rebuild. Let’s look at a few ways this two pressure select circuit could have been done and the simple solution that solved his problem.
On each machine cycle, a vacuum fixture grabs a single cardboard blank from a stack in an upper holding area. It then retracts and drops it down a guide into the machine. Some machines also have side cardboard blanks that are dropped to form the sidewalls. Next, a horizontal mandrel is driven into the box blank, which pushes it into a fixture that automatically glues, folds, and forms the sides of the box. While the mandrel is still extended inside the box, a pneumatic slide with tooling plate is extended on each side of the box. This is where our customer needs the dual pressure select circuit.
The higher 70-psi air is needed on the pneumatic slide’s extend stroke to force the side flaps against the glued areas. The slides then need to quickly drop their air pressure to around 50-psi while still extended. This allows the slides to decompress slightly so the mandrel can be retracted out of the box, while the slides continue to apply force to the side glued areas. All of this happens in about two seconds! The customer was already using a four-station air valve manifold on the machine, with three separate four-way two-position single solenoid valves, and one blank station.
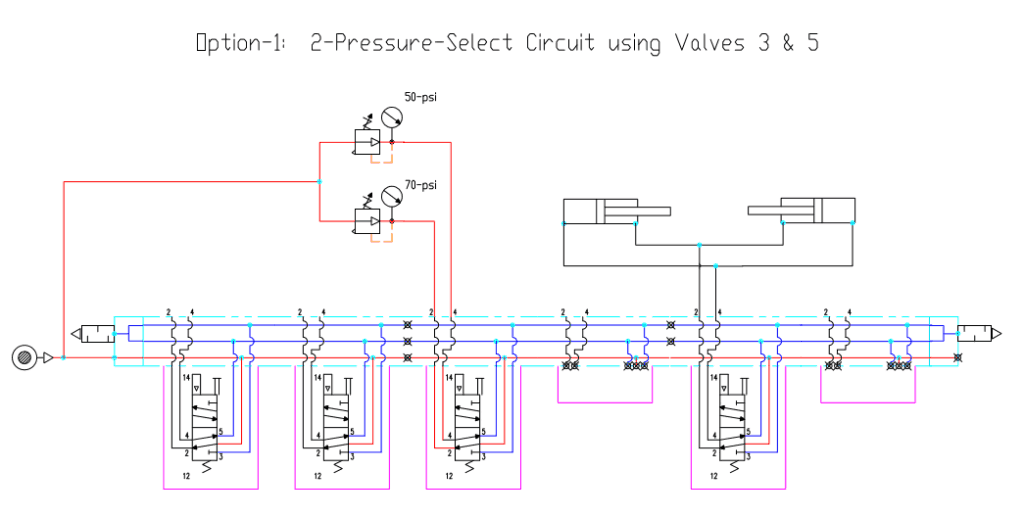
Solution 1 – Two Pressure Select Circuit Using Valves 3 and 5
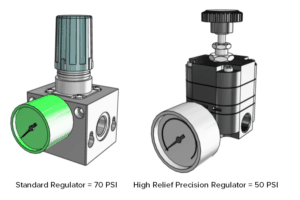
By using some internal port-gallery blocking disks, adding another (two station) valve manifold base with a single four-way valve and a blanking plate, and adding both an inline pressure regulator and an inline high-relief precision regulator, we could achieve a two pressure select circuit with some creative plumbing. This solution would have complicated plumbing, causing the manifold to grow longer in size by two additional valve stations, added some internal blocking disks that would not be apparent to future maintenance technicians working on the manifold, and costing an additional $410 to the current manifold. This was not an ideal solution.
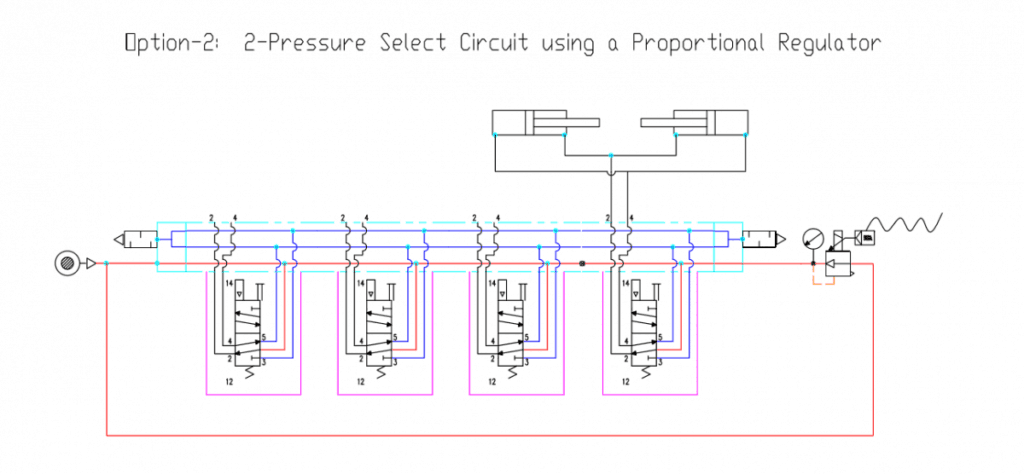
Solution 2 – Two Pressure Select Circuit Using Proportional Regulator
 This option would use the customer’s existing manifold and would require adding an internal P-Port blocking disk between Station-3 and Station-4 to isolate the supply air to the manifold. It would also require removing the Station-4 blanking plate and adding another four-way valve, along with adding an inline proportional pressure regulator and control cable. This option was cleaner but would require electrical programming of the regulator. The customer would also have to find an ideal place to mount the proportional regulator and cable so it wouldn’t get damaged. Most importantly, it would add an additional $571 to the current cost. The additional electrical programming for the proportional regulator was not appealing because of concern that their customer’s maintenance technicians wouldn’t be able to service it.
This option would use the customer’s existing manifold and would require adding an internal P-Port blocking disk between Station-3 and Station-4 to isolate the supply air to the manifold. It would also require removing the Station-4 blanking plate and adding another four-way valve, along with adding an inline proportional pressure regulator and control cable. This option was cleaner but would require electrical programming of the regulator. The customer would also have to find an ideal place to mount the proportional regulator and cable so it wouldn’t get damaged. Most importantly, it would add an additional $571 to the current cost. The additional electrical programming for the proportional regulator was not appealing because of concern that their customer’s maintenance technicians wouldn’t be able to service it.
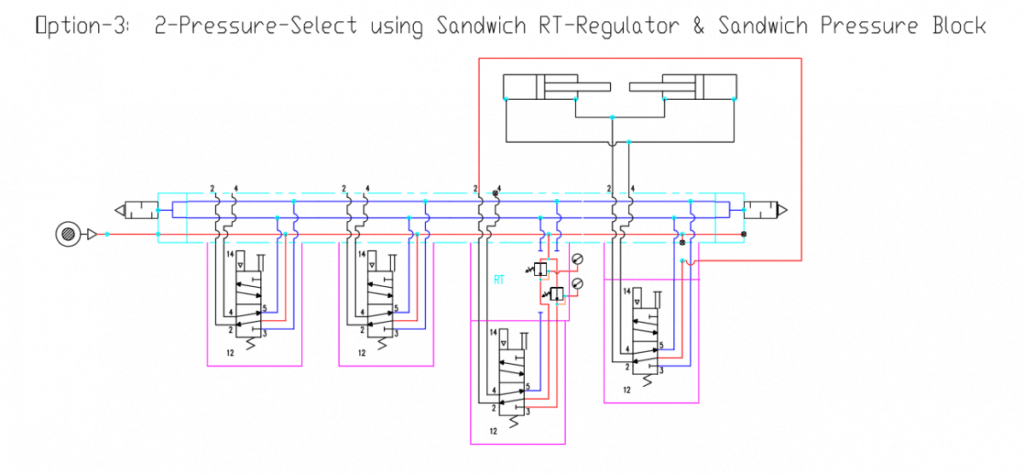
Solution 3 – Two Pressure Select Using Sandwich RT Regulator and Pressure Block
 This option was our best two pressure select circuit option. It required adding a Numatics RT style two pressure select sandwich regulator under the existing valve on Station-3 and plugging Port-4 of the same valve. This valve would no longer be used to control the extension and retraction of the slides, but would just be used to select the two different pressures. By energizing or de-energizing the coil, you would either get 70-psi or 50-psi air pressure out of Port-2.
This option was our best two pressure select circuit option. It required adding a Numatics RT style two pressure select sandwich regulator under the existing valve on Station-3 and plugging Port-4 of the same valve. This valve would no longer be used to control the extension and retraction of the slides, but would just be used to select the two different pressures. By energizing or de-energizing the coil, you would either get 70-psi or 50-psi air pressure out of Port-2.
On Station-4, the original blank station plate was removed and replaced with another four-way two-position valve, with a sandwich pressure block underneath. By piping air tubing from Port-2 on valve Station-3 to the sandwich pressure block on Station-4, we now had the ability to choose between two pressures using Valve-3 and extending or retracting the slides using Valve-4.
The cost of adding the RT sandwich regulator, the Sandwich Pressure Block, the new valve, and a few additional fittings was only $278. This was by far the cleanest and least expensive option while adding no additional length to the manifold or much electrical complexity.
For this application, our customer needed to use a dual pressure circuit on their machine, so we presented them with several options that were all viable. By explaining these solutions and helping guide him on the pros and cons of each, he was satisfied with the simplest and least expensive option. This made the most sense and required the least amount of re-work to his existing pneumatic circuit. Contact our automation team today to determine options for your applications!