The Problem:
Our customer is a specialized manufacturer of machinery for processing metal coils and grinding rolls based in Roanoke, Va. They needed to integrate a new inspection station into their existing production line. The challenges were to design a system that could accommodate their existing gantry, all while holding and inspecting a range of different sized steel rolls. It needed to not only hold the rolls, but also perform automated actions like wiping off coolant and applying oil. The design had to be dynamic enough to handle the range of roll sizes while accommodating nine different axes of motion.
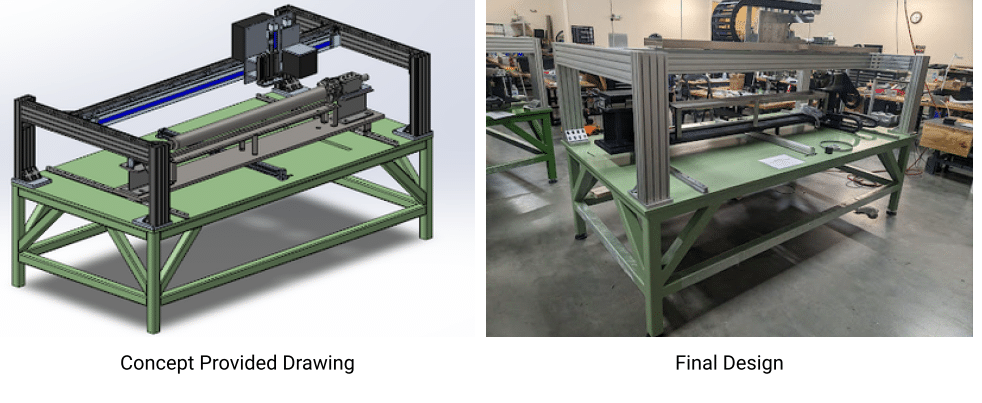
With a tight deadline and limited internal resources, the manufacturer needed a collaborative engineering partner who could provide the mechanical framework for the inspection system, as the manufacturer planned on using their own controls, motor, and sensors. The ideal outcome was a traversing system to which they could attach their equipment, all while ensuring the rolls were held securely and accurately in place.
The Solution:
After a detailed consultation to understand the application, the Cross team engineered a custom inspection system within the customer’s budget and timeline. We developed a structure that securely held the steel rolls, which varied in length from 1.4 to 1.7 meters and in diameter from 55 to 70 millimeters. To accommodate these different sizes, we used an off-the-shelf live center and designed a custom housing to match the profile of the roll ends. A pneumatic rotary union was then used to open and close the chuck, providing a secure grip for any size. We also incorporated a motor plate and provided the belt and sprockets so the manufacturer could attach their own motor and control the roll’s spin speed.
To handle the automated inspection process, we used ball screw driven linear actuators, allowing the sensor assembly to move precisely up and down. We also added pneumatic cylinders for wiping off coolant, an oil line hookup to apply a protective coat, and mounts for their visual inspection equipment. A stainless steel drip pan was incorporated to efficiently collect coolant and channel it into a hose.
A key feature was the integration of proximity sensors to ensure the roll was positioned correctly and to count its rotations. The sensors also provided position signals for the pneumatic actuators, while the limits of the traversing actuator’s travel were set by their controls engineer based on the motor encoder data. We also included a manual inspection capability; if the system detected an issue, a stopping cylinder would retract, allowing the operator to move the assembly to an accessible front area for a closer look.
The system was delivered pre-wired with pneumatic and electrical boxes, allowing the manufacturer to easily attach their own logic controls into the cabinet. We also made sure to provide all the necessary plates, couplings, and mountings to fit the specific motors they planned to use. The first system was successful and met the customer’s needs so well that they placed an order for another unit.
For the second order, which had even larger roll requirements, we refined the design by stepping up the size of the chuck and raising the frame. We replaced the original I-beam supports in the headstock and tailstock with machined plates and structural tubing to ensure perfect parallelism and a sleeker look, and we added gussets to reduce any jostling of the station. We also added a secondary drip pan and a rigid stainless steel tube to streamline the coolant drainage. The new live center also included both horizontal and vertical adjustment capabilities, which simplified maintenance and helped to maintain the inspection systems accuracy.
Our customer is very happy with the solution Cross provided for them. The new stations fit within their footprint, hold and inspect steel rolls of varying sizes, remove coolant, apply oil and provide new manual inspection capability. In addition, the solutions were delivered within the timeframe and budget required and were fully ready to be integrated into the existing production lines to minimize downtime.