Paul Badowski | August 21st, 2017
An OEM customer needed a motor to spin about 1000 RPM to develop about 40 HP with 40 GPM of hydraulic flow. It was mounted to a gearbox and needed a keyed shaft and SAE 2 or 4-bolt mounting pad. We chose a gear motor because it was easily adaptable to the application and available to handle many different flow rates and speeds. The mounting adapted to our location and the shaft was easily fitted to our gearbox. We had samples within a few weeks mounted up to the machine.
All of the tests went well until we got the machine into the field and put it to work. Under a moderately heavy workload, the machine couldn’t keep up. The operator had to slow down the machine or else the diesel engine bogged down. They didn’t have enough OOOMPH to get the job done.
A vendor told the OEM that they did not have a large enough diesel engine to do the required work. The OEM believed there was sufficient horsepower (HP), but that it was being used inefficiently. The hydraulic components and the control scheme was tapping the HP. Throwing more HP at this machine without first reviewing data would make no sense.
Together, the OEM and Cross Company looked at several factors and checked pressures and flows. After some detective work, we determined that they were not getting the expected amount of power out of the main hydraulic motor.
I spoke to the gear motor manufacturer and, at the flow and RPM we are running the motor, we were using over 42 HP of input power, but achieving only about 32 HP of output power. The OEM’s motor was inefficient at 1000 RPM, losing over 20% of input power! If we had an abundance of power, this might not be a concern but we only had 85 HP. Losing 10 HP in an 85 HP system is a huge loss. To make the best decision, you have to understand your options.
Gear Powered Pumps and Motors
Think about how a gear product is manufactured. The gears are machined extremely tight and as a final step they are “run in;” the gears actually machine themselves. This means that the gears are run at a speed and pressure which acts as a final machining process, removing enough material to allow the pump or motor to operate at the rated pressure and speed. This gear clearance is set at maximums when the product is operated at less than maximum, the efficiencies will decrease. High-quantity OEM purchasers can ask that the gear products be “run in” with specific flow and pressures which will increase the product’s overall efficiency. Most customers receive a product which is set for catalog/default specifications.
Piston Powered Pumps and Motors
With a piston product, the pistons are machined with set tolerances. Depending on the number of pistons and the design of the product, the amount of leakage or inefficiency will be limited and consistent. There are more parts and more precision machining involved with a piston product, which means more cost.
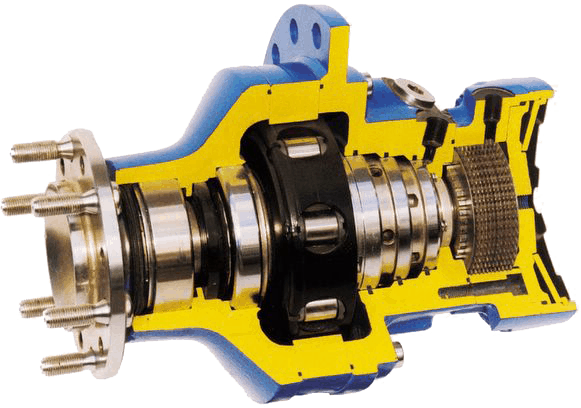
Axial and Bent Axis Piston Products
Axial piston products have a piston which rotates in a circle – stroking parallel to the drive shaft. By varying the size and stroke of the piston, you can increase or decrease the displacement of the pump or motor. Bent axis products are similar, but utilize a rotating group with it at an angle to the output shaft. The bent axis rotating group has a steeper angle than the axial piston. The additional stroke allows the bent axis product to utilize smaller pistons to match the same overall displacement as the axial products.
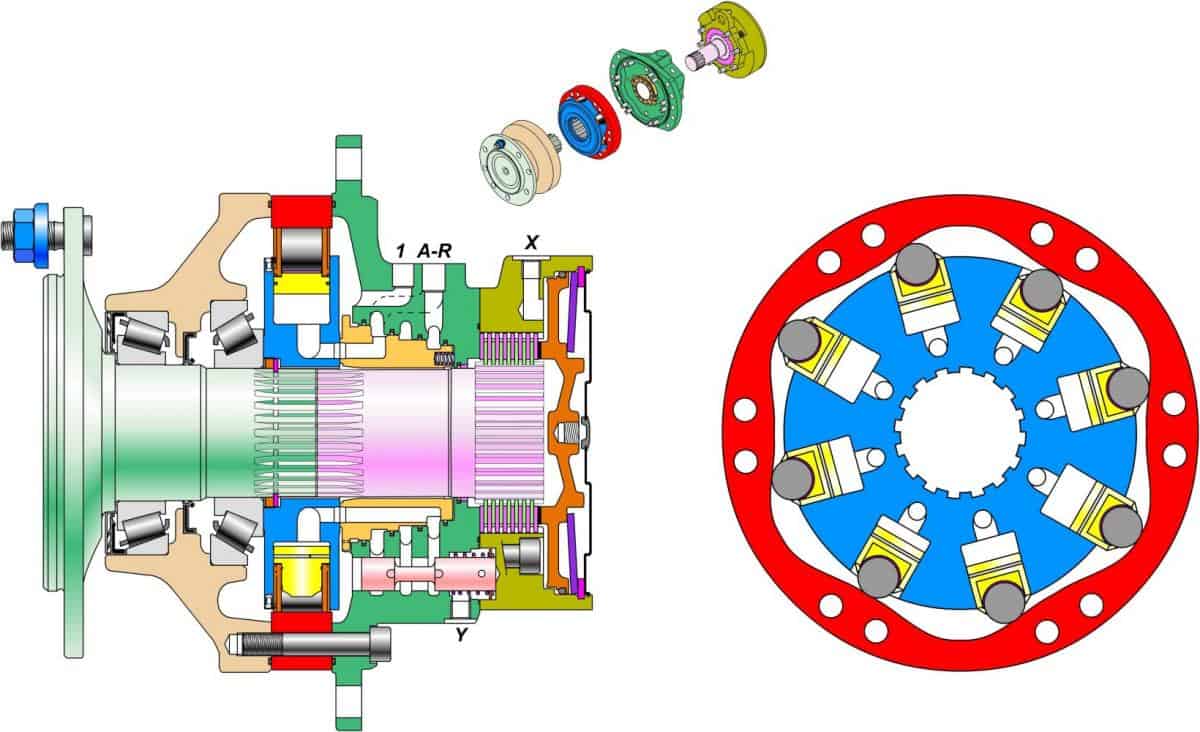
Radial Piston Products
There are also radial piston products. With a radial piston product, the stroking piston acts perpendicular to the drive shaft. The radial design allows for the use of extremely large pistons. These can be utilized in very large, very slow, high torque applications. With this type of motor, you might see a very high torque output running smoothly at 1 to 5 rotations per minute without a gearbox.
Change What You Need To Change
As we prototype a new process, we learn realities about the machinery that can help us make better-educated decisions about designs and product selection; pride and expense can keep us from making these changes. Sometimes it is best to clear the slate and start fresh while other times, the concept is sound and just needs an adjustment
At a higher RPM and pressure, the gear motor would be a good choice as the overall efficiency would go up. Gear products have low maintenance requirements and are very durable. In this application, however, the gear motor is not the best choice. There are also low-speed high-torque motors which can be very efficient, but the speeds were too slow for our application and our gearbox was not available with other ratios.
We decide to change to a bent axis piston motor. The bent axis motor will allow us to utilize about 94% of the total input power. The motor does not have as many mounting, shaft, or port options, but we were able to make it fit. Although our application does not require high speed or pressure, which the bent axis unit is capable of, the bent axis fits our application well.
Make The Right Decisions For the End Customer
In addition, we are using an open-circuit load sense hydraulic pump which controls several motor speeds based on an orifice size in a manifold. We are not sure of the overall efficiency of the control manifold, but the OEM has had issues with the system’s ability to recover from a stall condition. It was decided to switch to a closed-circuit hydraulic transmission to operate the main motor. There will be a direct mechanical linkage between an on and off position for the motor and the closed-loop system will be highly efficient. The auxiliary functions will now be handled by fixed displacement gear pumps and on/off solenoid valve and unloading valves.
Although it hurts the pocketbook to pull a perfectly good pump, motor, and manifold off a machine, this is why we prototype a machine before we go into production. We learned valuable information. We made our machine perform better. This new machine version will be a better value to the end customer. We made the machine easier to sell because it can now do more work – faster! Without buying a larger engine, we got back our OOOMPH!